Кузнечно-штамповочное оборудованиеНожницы
Исходный металл в листах или прутках торговой длины необходимо разрезать на полосы или мерные заготовки. Для этого в заготовительных отделениях листоштамповочных цехов устанавливают листовые ножницы, а в кузнечных цехах - кривошипные закрытые ножницы для резки сортового проката.
Листовые ножницы с наклонными ножами. Современные листовые ножницы с наклонными ножами (гильотинные ножницы) представляют собой двух-кривошипные прессы с открытой сварной станиной, имеющей нижний вылет для размещения листа. Как правило, главный механизм имеет кривошипно-ползунное исполнение. Однако некоторые заводы выпускают ножницы с кри-вошипно-рычажным механизмом.
Привод ножниц - от индивидуального электродвигателя через клиноремен-ную и зубчатую одно- или двухступенчатую передачи. У малых ножниц муфта включения жесткая шпоночная и ленточный тормоз, у больших - фрикционная дисковая муфта в блоке с тормозом.
Для предупреждения опрокидывания листа при резке ножницы имеют прижимную балку (ползун) с механическим рычажным приводом от главного вала. Новые модели ножниц оборудуют специальным гидроприводом прижима.
Основные параметры и размеры листовых ножниц с наклонными ножами регламентированы ГОСТ 6282, предусматривающим в качестве главного параметра толщину разрезаемого листа 1,6...40 мм при ширине 1000...4000 мм.
Кривошипные закрытые ножницы для резки заготовок. Современные од-нокривошипные закрытые ножницы для резки заготовок (сортовые ножницы) имеют сварную станину из передней и задней плит, соединенных боковыми планками.
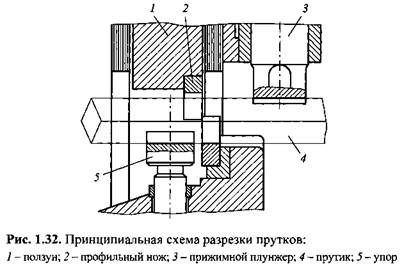
Главный механизм в кривошипно-ползунном исполнении обладает большой жесткостью благодаря эксцентриковому валу, короткому (с нерегулируемой длиной) шатуну и плоскому ползуну (суппорту), располагающемуся между плитами станины в удлиненных направляющих. К ползуну 1 прикреплен профильный нож 2 (рис. 1.32). Технологическое требование качественного среза без утяжин и с торцами, перпендикулярными оси заготовки, заставляет предусмотреть в структуре ножниц целевые механизмы, фиксирующие пруток и отрезаемую заготовку в строго горизонтальном положении. Для фиксации прутка 4 сверху служит механизм гидропневматического типа с прижимным плунжером 5, а для поддержки отрезаемой заготовки - упор 5 нижнего удерживателя, принцип действия которого такой же, как и гидропневматической подушки.

оборудуют для подачи прутков приводными рольгангами из двух секций: неподвижной и качающейся, установленной непосредственно перед ножами.
Привод ножниц осуществляется от индивидуального электродвигателя через клиноременную и зубчатую одно- или двухступенчатую передачи. Муфта и тормоз - фрикционные дисковые с электропневматическим управлением.
 регламентированы ГОСТ 8248. регламентированы ГОСТ 8248.
Комбинированные пресс-ножницы. Основные параметры и размеры комбинированных пресс-ножниц регламентированы ГОСТ 7355 с заданием по каждому агрегату: у листовых ножниц - толщины листа, у сортовых ножниц - размера сечения прутка, а у дыропробивного пресса - размеров пробиваемого отверстия.
|

