Кузнечно-штамповочное оборудованиеТиповые конструкции узлов и систем кривошипных прессов
Станины
Станина - это корпусная базовая часть, на которой монтируют все узлы и детали кривошипного пресса. Типовые конструкции станин вертикальных прессов открытого типа - одно- и двухстоечные, закрытого - составные со стяжными болтами и цельносварные.
 - предел прочности чугуна при изгибе. - предел прочности чугуна при изгибе.
 . Важным преимуществом цельносварных станин является значительное сокращение производственного цикла в заготовительных цехах и вытекающая отсюда экономическая целесообразность. . Важным преимуществом цельносварных станин является значительное сокращение производственного цикла в заготовительных цехах и вытекающая отсюда экономическая целесообразность.
По условиям сборки, например прессов двойного действия, а также по технологическим причинам при механической обработке деталей прессов с большими габаритными размерами станины выполняют составными либо из двух частей: верхней траверсы, стоек (сварно-литой конструкции) и стола (литого), либо из четырех частей: верхней траверсы, правой и левой стоек и стола. Первым способом изготовляют мощные горячештамповочные прессы, вторым большинство листоштамповочных прессов закрытого типа.
 - временное сопротивление стали при растяжении (меньшие значения коэффициента для отливок, большие - для толстолистового проката). - временное сопротивление стали при растяжении (меньшие значения коэффициента для отливок, большие - для толстолистового проката).
Детали разъемных станин соединяют в целое специальными болтами (шпильками), изготовленными из нормализованной стали 45. Чтобы не допустить раскрытия зазоров в стыках между верхней траверсой, стойками и столом, сила натяжения должна превышать номинальное усилие пресса. Для центровки сбалчиваемых деталей в стыках прокладывают цилиндрические шпонки вдоль и поперек фронта пресса.
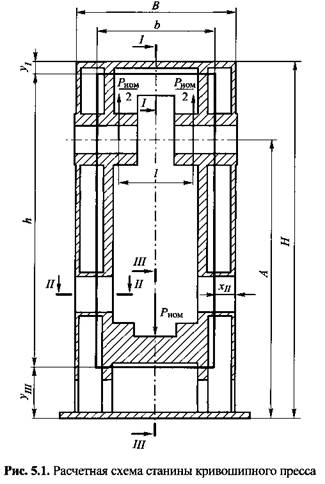
В силовом отношении станина закрытого типа представляет собой симметрично нагруженную плоскую систему. Расчетным эквивалентом подобной системы является рама с приведенными размерами, в которой реальные детали заменены стержнями постоянного сечения (рис. 5.1). Оси стержней совмещают с центрами тяжести сечений: траверсы (I-I), стоек (II-II) и стола (основания) (III-III). Тогда основные размеры рамы определяют следующим образом:

 - соответственно ординаты центров тяжести траверсы и стола в вертикальных сечениях I-I и Ш-Ш. - соответственно ординаты центров тяжести траверсы и стола в вертикальных сечениях I-I и Ш-Ш.
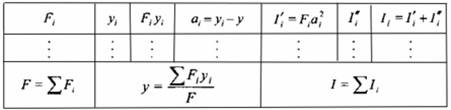
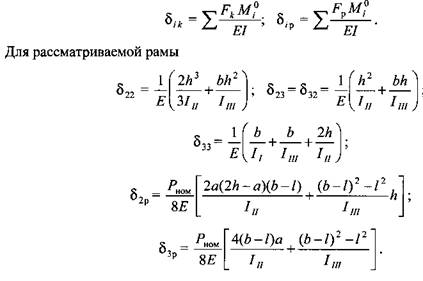
Расчеты ординат центров тяжести сечений, их площадей и моментов инерции ведут с разбивкой сечений на элементарные плоские фигуры. Данные представляют в виде таблицы:
 - расстояние - расстояние
 - суммарный момент инерции фигуры; F - суммарная площадь сечения; у - ордината центра тяжести сечения; /-суммарный момент инерции сечения. - суммарный момент инерции фигуры; F - суммарная площадь сечения; у - ордината центра тяжести сечения; /-суммарный момент инерции сечения.
 на осевую линию вертикальных стержней рамы. Перенос компенсируется изгибающим моментом на осевую линию вертикальных стержней рамы. Перенос компенсируется изгибающим моментом
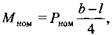
где / - размер, устанавливаемый из условия, что сила от опорных цапф вала передается на втулки станины на 1/3 расстояния от ее внутреннего края.
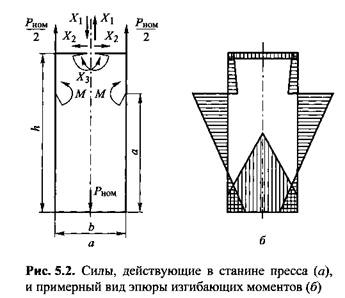
Однако из уравнений равновесия ни один из силовых факторов в сечениях рамы (изгибающий момент М, поперечная Q нормальная N силы) не может быть определен в связи со статической неопределимостью. Для решения задачи подобную раму необходимо перевести в разряд статически определимых систем путем ее разрезания и введения дополнительных силовых факторов, обеспечивающих геометрическую неизменяемость системы (рис. 5.2, а).
Используя принцип независимости действия силовых факторов - деформированное состояние системы от нескольких нагрузок может быть определено суммированием состояний от действия каждой нагрузки в отдельности, - составляют уравнения перемещений для рассматриваемого сечения.
Для задачи с тройной неопределимостью эти уравнения в канонической форме имеют вид
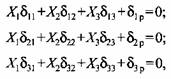
 - перемещения в тех же направлениях под действием внешних нагрузок (свободные члены канонических уравнений). - перемещения в тех же направлениях под действием внешних нагрузок (свободные члены канонических уравнений).
 и система уравнений примет более и система уравнений примет более
 эпюры от неизвестной единичной нагрузки под эпюры от неизвестной единичной нагрузки под
центром тяжести этой площади и разделить на жесткость стержня, т. е.
 и строят итоговую и строят итоговую
эпюру изгибающих моментов, один из возможных вариантов которой представлен на рис. 5.2, б.
Дальнейшее решение ведут методами, известными из курса сопротивления материалов: устанавливают наибольшие напряжения (растяжения или сжатия) в опасных сечениях и сравнивают их с допускаемыми:
 - максимальный изгибающий момент; w - суммарный момент сопротивления изгибу. - максимальный изгибающий момент; w - суммарный момент сопротивления изгибу.
 от изгибающего момента и поперечной силы: от изгибающего момента и поперечной силы:

Действием изгибающего момента на стойки можно пренебречь, так как он вызывает лишь их искривление (сближает между собой) и не влияет на деформацию системы по вертикали.
 должна быть несколько больше номинального усилия пресса: должна быть несколько больше номинального усилия пресса:

 - коэффициент затяжки, равный 1,3... 1,4 - для листоштамповочных - коэффициент затяжки, равный 1,3... 1,4 - для листоштамповочных
прессов простого действия и КГШП, 1,5... 1,6 - для вытяжных прессов двойного действия и 1,05... 1,10 - для чеканочных прессов.
При монтаже пресса болты заводят в предназначенные для этого отверстия в станине и гайки завертывают до выборки зазоров в стыках. После этого на теле каждой парной с болтом гайки делают засечку и освобождают гайку. Болт автогенными горелками или электронагревателями равномерно прогревают, вследствие чего его длина несколько увеличивается. Гайку завинчивают сначала до засечки, а затем на заданный угол поворота
 - расчетное укорочение станины; h - шаг резьбы болта. - расчетное укорочение станины; h - шаг резьбы болта.










|

