Кузнечно-штамповочное оборудованиеПрессы для ковки
 до 150 МН и применяемые для ковки слитков массой до 320 т. Линейные и скоростные параметры гидравлических четырехколонных прессов номинальным усилием от 5 до 50 МН регламентированы ГОСТ 7284, а свыше 50 МН не регламентированы и должны быть согласованы с заказчиком. до 150 МН и применяемые для ковки слитков массой до 320 т. Линейные и скоростные параметры гидравлических четырехколонных прессов номинальным усилием от 5 до 50 МН регламентированы ГОСТ 7284, а свыше 50 МН не регламентированы и должны быть согласованы с заказчиком.
В зависимости от номинального усилия ковочные прессы имеют один, два или три рабочих цилиндра, которые обычно устанавливают в верхней части станины и лишь в некоторых случаях - в нижней.
Ковочные прессы по сравнению с другими работают в наиболее тяжелых условиях, поскольку они являются наиболее быстроходными и имеют эксцентричное приложение нагрузки. В связи с этим в колонных конструкциях для направления подвижной поперечины иногда предусматривают хвостовик, обеспечивающий уменьшение изгибающего момента в колоннах. Такая конструкция возможна только для прессов с двумя рабочими цилиндрами.
При работе ковочного пресса температура деталей, находящихся в рабочем пространстве, повышается до 150 °С и даже выше. Поэтому рабочая жидкость в обычных конструкциях прессов должна быть безопасной в пожарном отношении. Это предопределило использование воды с добавкой 2...3 % эмульсола.
Привод гидравлического ковочного пресса может быть насосный с аккумулятором и без, а также мультипликаторный. Насосно-аккумуляторные приводы могут быть с одной и тремя ступенями приложения нагрузки.
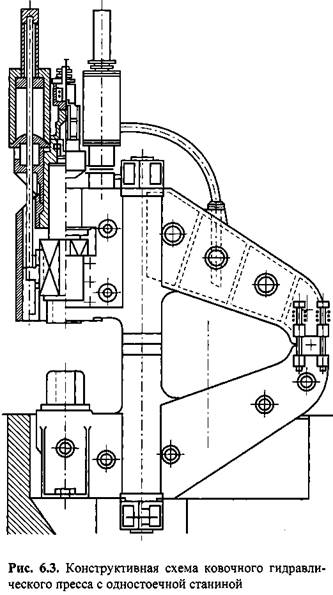
Одностоечные ковочные прессы. Эти прессы широко применяют для ковки небольших слитков. Особенность одностоечной станины ковочного пресса -доступность бойков с трех сторон, в результате чего упрощается работа в процессе ковки, особенно при переходе от протяжки к шлихтовке (использование широкой стороны бойка). С этой целью оси направляющих бойка располагают под углом 45° к оси стойки, как у пневматических ковочных молотов.
Недостаток одностоечных ковочных прессов - относительно более массивная конструкция станины. Наиболее надежной считают сборную одностоечную станину, состоящую из двух консольных балок. Балки посредине стянуты двумя колоннами, силу предварительной затяжки которых определяют по данным расчета. Направление подвижного бойка обеспечивают направляющие головки плунжера цилиндрического или квадратного поперечного сечения. Стальную станину пресса изготовляют литьем. На рис. 6.3 показана схема ковочного гидравлического пресса с одностоечной станиной.
Универсальные прессы с колонной станиной и верхним расположением рабочих цилиндров. Пресс такой конструкции может иметь двух- или четырех-колонную станину. Пресс состоит из следующих основных сборочных единиц:
нижней и верхней неподвижных поперечин, которые жестко соединены колоннами и гайками и образуют замкнутую раму; подвижной поперечины, рабочих и возвратных цилиндров с плунжерами; выдвижного стола с цилиндрами передвижения; выталкивателя, который установлен сбоку нижней поперечины. Выдвижной стол позволяет ускорять и облегчать смену бойков при обработке слитков. Это особенно важно при ковке поковок труб и других деталей со сквозными или глухими полостями.
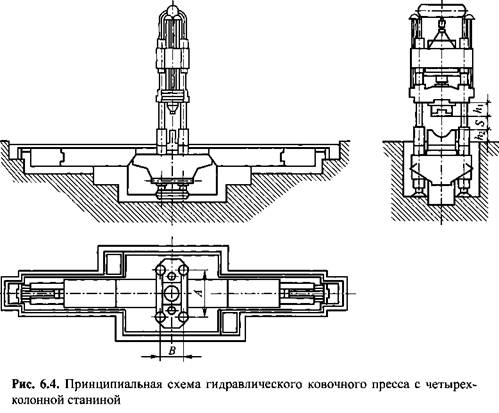
Основными параметрами при проектировании ковочных прессов являются номинальное усилие, максимальный ход подвижной поперечины, максимальное расстояние между рабочими поверхностями стола и подвижной поперечины, размеры стола и его ход, расстояние между колоннами или осями. Расстояния между осями колонн по фронту пресса и в глубину определены соотношением А:В = 1:(0,5...0,7). Максимальное расстояние между столом и подвижной поперечиной

 - максимальный ход подвижной поперечины, см. - максимальный ход подвижной поперечины, см.
Четырехколонные ковочные прессы устанавливают на фундамент посредством далеко вынесенных консолей нижней поперечины, примыкающих к гнездам для колонн, или посредством башмаков, расположенных под торцами колонн при их далеком разнесении. Такое расположение опор обеспечивает достаточно надежную устойчивость при эксцентрическом приложении деформирующих сил, что характерно для ковки.
На рис. 6.4 показана принципиальная схема гидравлического ковочного пресса с четырехколонной станиной. В прессах с номинальным усилием менее 120 МН применяют также двухколонные станины.
Прессы с нижним расположением рабочих цилиндров. Созданы конструкции гидравлических ковочных прессов, у которых средняя поперечина неподвижна, а станина подвижна. В этом случае рабочие и возвратные цилиндры установлены на нижней поперечине станины в подвальной части кузнечного цеха с огнестойким перекрытием. Там же расположен и насосный привод. В качестве рабочей жидкости привода можно применять минеральные масла, поскольку при утечке они не попадут на раскаленную заготовку, благодаря чему исключается возможность пожара.
Недостатком ковочных прессов с нижним расположением привода является необходимость иметь большие подвальные помещения, в которых сборочные и ремонтные работы затруднены, требуют дополнительного вспомогательного оборудования и гидроизоляции помещения. Масса подвижных частей пресса с нижним расположением привода в три раза больше, чем с верхним. Поэтому при отсутствии или несвоевременном срабатывании устройств, уравновешивающих подвижные части, нагрузка на фундамент увеличивается. Дополнительную
нагрузку определяют по кинетической энергии, накопленной подвижной станиной. Так, для ковочного пресса номинальным усилием 20 МН масса подвижной станины составляет 120 т. Значит, при скорости возвратного холостого хода до 300 мм/с кинетическая энергия, воспринимаемая фундаментом,
Эту особенность необходимо учитывать при расчете фундамента для пресса с подвижной станиной.
Крупным недостатком ковочных прессов с подвижной станиной является возможность перекоса верхней поперечины вследствие неравномерного нагрева колонн и возникновения дополнительного изгибающего момента, вызывающего возможность заклинивания колонн и увеличенный износ направляющих втулок. Чтобы этого не происходило, в конструкции предусмотрен специальный направляющий столб большого диаметра, воспринимающий изгибающий момент от эксцентрического приложения деформирующих сил и расположенный вне зоны нагрева.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
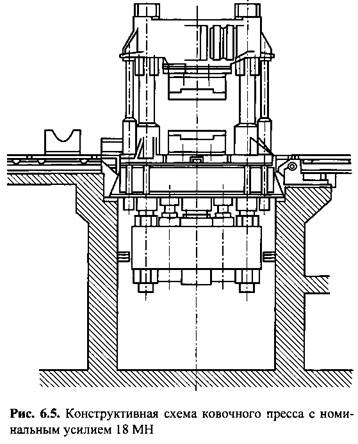
На рис. 6.5 показана схема ковочного пресса с номинальным усилием 18 МН с нижним расположением рабочих цилиндров. Колонны направляют втулки, длина которых 3 м. В нижней поперечине встроены три рабочих цилиндра, обеспечивающих двухступенчатые нагружения (8 и 18 МН). Возвратные цилиндры расположены между средней неподвижной и верхней подвижной поперечинами, а их штоки закреплены на последней с внешней стороны от колонн пресса.
Использование в качестве рабочей жидкости минерального масла позволяет устанавливать гидравлический насосный безаккумуляторный привод, что является важным преимуществом таких прессов, поскольку повышается быстроходность и уменьшается расход энергии по сравнению с насосно-аккумуляторным приводом. Одновременно улучшается устойчивость пресса при ковке с эксцентричным приложением сил.
|

