Кузнечно-штамповочное оборудованиеПрессы с вращающимся инструментом
Общие сведения о прессах с орбитально-вращающимся рабочим инструментом
Если объемную штамповку круглых в плане стальных поковок типа дисков, фланцев со стержнями, гильз и стаканов с относительно тонким дном
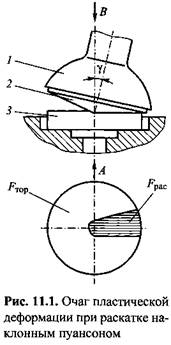
водить традиционным способом, то для этого необходимы высокие давления и мощные прессы. Локализация очага пластической деформации на части поверхности торца заготовки позволяет уменьшить их в 10-20 раз. Подобную локализацию в тонком поверхностном слое можно осуществить как показано на рис. 11.1.
Наклонный пуансон 2, закрепленный в раскатной головке (РГ) 7, вращается по орбитальной круговой траектории вокруг вертикальной оси пресса и локально деформирует круглую в плане заготовку 3, расположенную в полости матрицы нижнего штампа. Для обжима следующего слоя заготовка с нижним штампом должна быть подана под раскатной пуансон по стрелке А, либо РГ с пуансоном смещена по направлению к деформируемой заготовке по стрелке В. Схема этого процесса эквивалентна многоцикловой разгонке.
Замечено, что при набегании пуансона на выступ следующего слоя металла смазочный материал отжимается по направлению вращения на свободную поверхность. В результате происходит непрерывное смазывание торца заготовки и стабилизация условий трения.
 (см. рис. 11.1). Для холодной объемной штамповки (см. рис. 11.1). Для холодной объемной штамповки

для горячей объемной штамповки

 объясняется так. В случае холодной штамповки обжатие за один цикл обкатки уменьшено и дает возможность обеспечить более высокое качество поверхности штампуемых деталей - до 5-го квалитета при шероховатости до 0,2 мкм, тогда как при горячей штамповке требования к качеству объясняется так. В случае холодной штамповки обжатие за один цикл обкатки уменьшено и дает возможность обеспечить более высокое качество поверхности штампуемых деталей - до 5-го квалитета при шероховатости до 0,2 мкм, тогда как при горячей штамповке требования к качеству
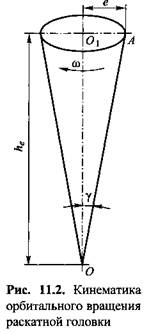

 Причем вершина конуса расположена на оси торца заготовки в точке О. В точке А фиксации оси раскатанной заготовки на ведущем звене привода, например водила, радиус крайней верхней орбиты равен эксцентриситету этой точки относительно оси пресса. Причем вершина конуса расположена на оси торца заготовки в точке О. В точке А фиксации оси раскатанной заготовки на ведущем звене привода, например водила, радиус крайней верхней орбиты равен эксцентриситету этой точки относительно оси пресса.
Специальной кинематической цепи для вращения РГ вокруг своей оси не предусмотрено. Это вращение происходит автоматически при перекатывании пуансона по металлу заготовки вследствие контактного сцепления, что обеспечивает равномерный износ пуансона на его рабочей поверхности. Во избежание проскальзывания подача S должна быть

 - окончательный диаметр торца (дна) поковки. - окончательный диаметр торца (дна) поковки.
Рекомендуемые скоростные параметры движения исполнительных органов прессов с орбитально-вращающейся РГ:

средняя линейная скорость возвратно-поступательного движения ползуна (траверсы) при допускаемой подаче

В современных прессах принимают, как правило, верхние пределы скоростных параметров.
|

