Обмотока машин постоянного и переменного токаКатушки однослойной обмотки
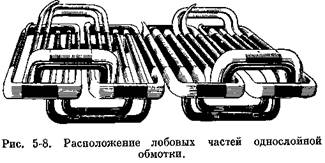
Как уже было сказано, однослойные обмотки имеют катушки разной формы. Для того чтобы уложить обмотку в пазы статорной стали, лобовые части катушек приходится располагать в два (рис. 5-6) или три ряда (рис. 5-7) по окружности. Необходимость расположения лобовых частей в разных рядах при однослойной обмотке наглядно видна из рис. 5-8.
Как было указано выше, при однослойных обмотках отдельные катушки соединяются в так называемые катушечные группы. Число катушек в группе равно числу пазов на полюс и фазу. Лобовые части катушек одной группы имею! одинаковую форму, но разные размеры. Они располагаются в одном ряду.
Катушки двухслойной обмотки
В отличие от катушек однослойной обмотки форма лобовых частей катушек двухслойной обмотки позволяет выполнять все катушки совершенно одинаковыми по форме и размерам. Как видно из рис. 5-9, стороны катушки располагаются в разных слоях. Переход из одного слоя в другой осуществляется выгибанием лобовой части в головке катушки.
Полукатушки составных катушек отличаются друг от друга положением головки относительно средней линии катушки. Каждая из иолукатушек изготовляется самостоятельно и досле укладки. в пазы они соединяются.

Изоляция катушек
Изоляция катушек, выполняемых в протяжку
При такого рода обмотке пазы статорной стали изолируют до протяжки витков катушки. В паз вставляют изоляционную гильзу, через которую и протягивают проводники катушки.
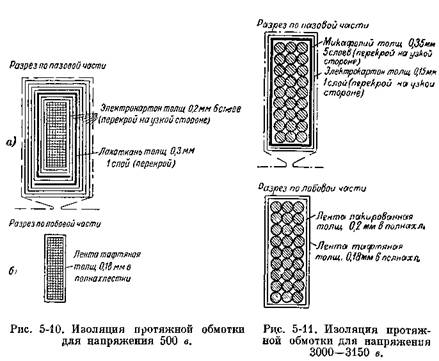
Для напряжения до 500 в гильза может быть изготовлена из шести-семи слоев электрокартона толщиной 0,2 мм. При этом между слоями электрокарюна закладывается один слой

(вперекрой) лакоткани толщиной 0,3 мм. На рис. 5-10 показана изоляция для напряжения до 500 в.
В высоковольтных машинах напряжением 3000 -г- 3150 в применяется твердопрессованная гильза из пяти-шести слоев
микафолия толщиной 0,3 - 0,5 мм. Для предохранения гильзы от повреждения поверх микафолия накладывается один слой электрокартона толщиной 0,15 мм (см. рис. 5-11).

После намотки катушки лобовая часть изолируется при напряжении до 500 в одним слоем тафтяной ленты впол-нахлестки (рис. 5-10), а при напряжениях 3000 -*- 3150 в — одним слоем лакированной ленты и поверх нее одним слоем торфяной ленты, как показано на рис. 5-11.
В местах перехода от пазовой к лобовой части накладываются дополнительно один или два слоя такой же изоляции. Лобовые части каждой катушечной группы скрепляются тафтяной лентой или крепким (пеньковым) шнуром, причем между лобовыми частями каждых двух или
трех катушек помещается электрокартонная прокладка толщиной около 5 мм, как показано на рис 5-6.
б. Изоляция всыпной обмотки
В этом случае пазы статорной стали тоже изолируются до вкладки обмотки. Изоляция паза (класса А) состоит из трех-четырех слоев пропитанного в


электрокартона толщиной 0,15 мм, покрытого бакелитовым или глифталебакелитовым лаком, и трех слоев микафолия толщиной 0,15 мм или двух слоев микафолия толщиной 0,25 мм. Межкатушечная прокладка в пазу делается из гибкого миканита толщиной 0,3 мм
В пазу устанавливается клин толщиной 0,85 мм из четырех слоев микафолия толщиной 0,25 мм, нагретого в специальной пресс-форме и опрессованного в ручном холодном прессе.
|

