Технология переработки нефти и газа. Часть 1Давление в рабочей зоне реактора
Реакции крекинга углеводородов сырья протекают с увеличением объема реакционной смеси. В связи с этим, нецелесообразно повышать давление в реакцинной зоне, т.к. это будет смещать равновесие реакций в сторону исходных веществ. В реакторе следует поддерживать минимально необходимое давление, при котором продукты реакции смогут преодолеть гидравлические сопротивления циклонов, трансферной линии, тарелок ректификационной колонны, конденсаторовхолодильников. Кроме того, полученные газообразные углеводороды должны с небольшим избыточным давлением поступать на прием компрессора. Поэтому давление (избыточное) в рабочей зоне реактора составляет 220-260 кПа (1,2-1,6 ати) и поддерживается автоматически на заданном значении клапаном-регулятором на выходе газов из емкости орошения ректификационной колонны.
При увеличении давления в рабочей зоне реактора происходит неполное испарение сырья, особенно содержащего мазут, что приводит к появлению жидкой фазы, обогащенной асфальто-смолистыми веществами. Эта фаза достаточно легко проникает в поры катализатора, где превращается в кокс. В итоге растет коксообразование, снижаются активность катализатора и выход бензина. Повышенное давление в реакторе приводит к ускорению реакций полимеризации непредельных углеводородов, содержащихся в бензине, что также негативно отражается на его количественных и качественных показателях.
Рост давления в рабочей зоне реактора вызывается рядом причин, главные из которых следующие:
существенное увеличение выхода углеводородных газов;
неудовлетворительная работа конденсаторов-холодильников из-за недостаточной подачи в них холодной воды (воздуха) или отложения солей на поверхности труб;
недостаточный отвод газов из емкости орошения главной фракционирующей колонны из-за неудовлетворительной работы компрессора;
закупорка прорезей клапанных тарелок коксом и продуктами коррозии;
перегрузка циклонов;
неравномерная работа воздуходувки, подающей воздух к узлу отвода закоксованного (отработанного) катализатора из реактора в регенератор;
ввод чрезмерно большого количества водяного пара в реактор. С понижением давления в реакторе ухудшаются условия адсорбции углеводородов на поверхности и в порах катализатора. При этом часть углеводородов сырья и продуктов первичного крекинга плохо взаимодействует с катализатором. Их крекинг проходит только под влиянием высокой температуры без участия катализатора, что обуславливает разрыв углеводородной цепи в ее середине с образованием предельных и непредельных углеводородов. Такой разрыв цепи для углеводородов С5–С9 приводит к образованию увеличенного количества газов С2–С4 с повышенным содержанием в них непредельных углеводородов. Кроме того, при понижении давления замедляется переток закоксованного катализатора из реактора в регенератор. Это приводит, с одной стороны, к повышению уровня слоя катализатора в отпарной зоне реактора и, следовательно, увеличению выноса катализатора в циклоны, затрудняя их работу. С другой стороны, уменьшение количества поступающего в регенератор закоксованного катализатора нарушает его температурный режим.
Следует подчеркнуть, что давление в реакторе должно всегда поддерживаться выше, чем в регенераторе для предотвращения проникновения кислорода в реактор, где присутствуют легковоспламеняющиеся и взрывоопасные вещества. Перепад давления между этими аппаратами должен составлять 14-30 кПа. При выходе значений перепада давления из этих пределов срабатывает звуковая сигнализация. В целом, давление в реакторе является тем фактором, который фактически не влияет на результаты процесса. Однако оно определяет его безопасность, устойчивую циркуляцию катализатора и вывод продуктов из реактора в ректификационную колонну.
Время контакта сырья с катализатором. Современные высокоактивные катализаторы позволяют проводить реакции крекинга углеводородов при кратковременном взаимодействии друг с другом. Время контакта сырья с катализатором – это время, необходимое для испарения сырья и нагрева его паров до температуры реакции, адсорбции углеводородов сырья на поверхности пористой структуры катализатора, протекания реакций и вывода образовавшихся продуктов в газопродуктовый поток. По этому показателю рассчитываются размеры реактора для заданной производительности установки. Для конкретного катализатора время контакта определяется в результате специальных исследований на пилотной установке. В реакторе установки каталитического крекинга MSСС максимальное общее время контакта сырья с катализатором составляет 6,5-10,5 секунд при производительности 150-250 т/ч. Условно реакционный объем реактора можно разделить на три реакционные зоны с различной продолжительностью пребывания в них газопродуктовой смеси (рис. 3.13). По мере ее движения вверх по реактору в результате увеличения скорости потока время контакта уменьшается от зоны к зоне. Это обусловлено уменьшением площади сечения реактора в зоне 2 и ростом объема реакционной смеси за счет образования более легких, чем сырье, продуктов крекинга. При этом основная часть катализатора отделяется от реакционной смеси еще в зоне 1. Сокращение времени контакта по высоте реактора является важнейшим фактором, предотвращающим перекрекинг продуктов в кокс и газ.
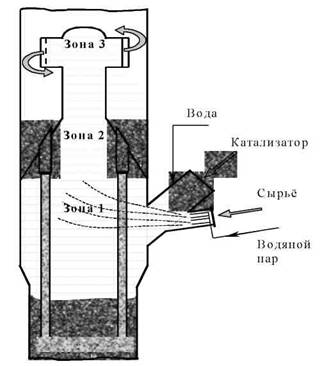
Рисунок 3.13 – Схема расположения системы ввода катализатора, сырья и реакционных зон реактора
Первая (нижняя) реакционная зона реактора расположена над секцией отпарки (стриппером) катализатора и имеет объем около 80 м3. В ней максимальное время пребывания реакционной смеси составляет 4-8 секунд. Однако контакт сырья с основной массой катализатора занимает 0,8-1,5 секунд. В этой зоне скорость движения потока равна 0,7-0,8 м/с, что позволяет провести осаждение до 50-60% катализатора от общего его количества, подаваемого в реактор. На выходе из зоны 1 конверсия сырья достигает 45-47%, и это приводит к повышению скорости реакционной смеси до 1,2-1,5 м/с.
Во второй зоне, имеющей объем 23 м3, общая конверсия сырья повышается до 68-69%, что увеличивает объем продуктов реакции и их скорость на выходе из этой зоны до 12-14 м/с. При такой скорости время контакта продуктов реакции с катализатором не превышает 0,5-1 секунды. Пониженная концентрация катализатора в реакционной смеси второй зоны и короткое время контакта исключают перекрекинг продуктов реакции.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
В третьей реакционной зоне, имеющей объем около 7,5 м3, продолжительность контакта составляет только 0,25-0,40 секунды, а скорость паров и газов в ней 13-15 м/с. На выходе из этой зоны общая конверсия сырья достигает 75-79% при работе установки с максимальным выходом бензина.
Время контакта сырья с катализатором является фактором процесса, который служит для расчета размеров реактора заданной производительности по сырью при максимальном выходе бензина. Изменение мощности установки отражается на результатах процесса. С ее увеличением или уменьшением по сравнению с проектной и том же времени контакта выход бензина падает. Если производительность выше проектной, падение выхода бензина объясняется снижением продолжительности контакта сырья с катализатором. При снижении производительности ниже проектной выход бензина уменьшается за счет перекрекинга углеводродов бензина в газ и кокс из-за увеличения продолжительности контакта сырья с катализатором.
В связи с этим производительность установки по сырью должна составлять 60-100% от проектной, что обеспечивает более или менее экономически оправданный выход бензина.
|

