Технология термической обработки металловСульфидирование и сульфоцианирование
 Сульфидированию подвергают детали после обработки на металлорежущих станках. Лучшие результаты получаются на деталях, сульфидированных после закалки и отпуска; сульфидирование можно проводить вместо низкого отпуска. Перед сульфидированием детали тщательно обезжиривают и промывают в горячей воде. При сульфидировании в жидкой среде детали перед загрузкой рекомендуется нагреть до 150—200° С. В процессе сульфидирования детали не должны соприкасаться друг с другом и со стенками ванны. Сульфидированию подвергают детали после обработки на металлорежущих станках. Лучшие результаты получаются на деталях, сульфидированных после закалки и отпуска; сульфидирование можно проводить вместо низкого отпуска. Перед сульфидированием детали тщательно обезжиривают и промывают в горячей воде. При сульфидировании в жидкой среде детали перед загрузкой рекомендуется нагреть до 150—200° С. В процессе сульфидирования детали не должны соприкасаться друг с другом и со стенками ванны.
Сульфоцианирование — процесс поверхностного насыщения стальных деталей серой, углеродом и азотом. Совместное влияние серы и азота в поверхностном слое металла обеспечивает более высокие противозадирные свойства и износостойкость по сравнению
с насыщением только серой. Наибольшей износостойкостью обладают сульфоцианированные детали при средних нагрузках в условиях полусухого и полужидкостного трения. Сульфоциани-рование предотвращает также схватывание и наволакивание металла и повышает предел выносливости в связи с насыщением поверхности детали азотом. Сульфоцйанирование проводят в жидких и газовых средах при температуре 560—580° С. Наиболее широко применяют сульфоцйанирование в жидких средах.
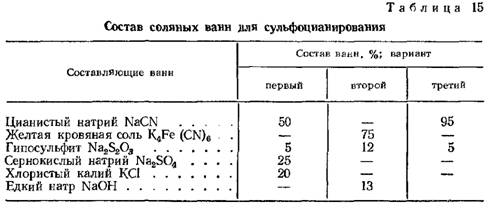
Для сульфоцианирования стальных и чугунных деталей применяют соляные ванны, в состав которых входят соли, обеспечивающие цианирование, соли, содержащие серу, и нейтральные соли (табл. 15).
 или КОН при 70—80° С (2—3 мин), далее промы- или КОН при 70—80° С (2—3 мин), далее промы-
вают в горячей воде и сушат. Продолжительность выдержки при сульфоцианировании 1,5—2 ч, толщина слоя 0,05—0,10 мм. После сульфоцианирования детали охлаждают на воздухе, промывают в горячей воде при температуре не ниже 80° С до полного удаления остатков солей, сушат, а затем переносят в ванну с горячим маслом (110—120° С), выдерживают 5—10 мин (для создания противокоррозионного слоя) и очищают древесными опилками или протирают тряпками. Сульфоцйанирование более эффективно по сравнению с цианированием в связи с тем, что добавка в цианистую ванну солей, содержащих серу, помимо обеспечения собственно сульфидирования, т. е. образования сульфидной пленки, резко повышает цианирующую способность ванны. Сульфоцианированию в соляных ванных подвергают различные детали и инструменты: всасывающие и выхлопные клапаны автомобильного двигателя, чугунный упорный фланец распределительного вала, детали насосов и паровых машин, детали станков, инструмент из быстрорежущей стали (сверла, метчики, дисковые фрезы) и др.
 (в железе); (в железе);
 -твердого раствора. -твердого раствора.
|

