Технология термической обработки металловПримеры термической обработки стальных полуфабрикатов и деталей
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПОЛУФАБРИКАТОВ И СВАРНЫХ КОНСТРУКЦИЙ
СЛИТКИ
Слиток стали неоднороден как по химическому составу, так и по механическим свойствам. Различают зональную (в пределах различных зон слитка) и дендритную (внутрикристаллптную) ликвацию. В слитке обычно бывают неметаллические включения, пустоты, пузыри, раковины и другие дефекты. Некоторые дефекты слитков удается устранить термической обработкой. Для выравнивания дендритной (внутрикристаллитиой) ликвации, возникающей в процессе кристаллизации, а также понижения твердости перед обдиркой, проводимой для удаления поверхностных дефектов, слитки легированных сталей подвергают термической обработке.
Для выравнивания (путем диффузии) химической неоднородности (уменьшения внутрикристаллитиой ликвации) слитки подвергают диффузионному отжигу (гомогенизации). Скорость диффузии возрастает с повышением температуры, а количество про-диффундировавших атомов тем больше, чем больше выдержка. Поэтому для проведения гомогенизации необходима высокая температура. Полностью устранить дендритную ликвацию в легированных сталях не удается, так как для этого необходима выдержка длительностью в сотни часов при температурах выше 1200° С.
Практически слитки нагревают до 1100—1200° С, выдерживают при этой температуре 8—15 ч и затем медленно охлаждают до 250—200° С. Весь процесс диффузионного отжига продолжается около 80—100 ч.
Для экономии топлива и сокращения времени диффузионного отжига (уменьшается окисление поверхности слитка и рост зерен аустенита) гомогенизацию целесообразно проводить сразу после затвердения слитка. Для этого слитки после затвердения с температурой не ниже 700—750° С помещают в печь, нагретую до температуры 1100—1200° С; охлаждение после выдержки в течении
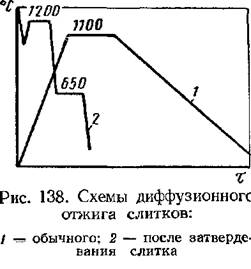
8—15 ч осуществляют замедленно, вместе с печью. Целесообразно проводить охлаждение по режиму изотермического отжига, т. е. дать в процессе охлаждения выдержку при 650°С. На рис. 138 приведены графики обычного диффузионного отжига (кривая /) и гомогенизации непосредственно после затвердевания (кривая 2),
Диффузионный отжиг выравнивает дендритную (внутрикри-сталлитную) ликвацию, но на зональную (макроскопическую) ликвацию практически не влияет. В результате диффузионного отжига зерно растет. Этот недостаток микроструктуры устраняется тем, что слитки в дальнейшем подвергают ряду операций горячей обработки (прокатке, ковке), в результате которых уничтожается крупнозернистая структура слитков. Поэтому после гомогенизации слитки не подвергают отжигу для улучшения структуры.
Целесообразно проводить горячую обработку (ковку, прокатку) с использованием нагрева для гомогенизирующего отжига. Для слитков из стали ЗОХГСНА применяют следующий режим: нагрев до 1220° С, выдержка 2 ч; нагрев до 1270° С, выдержка 1,5 ч; нагрев до 1300° С, выдержка 2 ч; охлаждение до 1250° С, прокатка.
Для понижения твердости перед обдиркой и снижения внутренних напряжений слитки легированных сталей подвергают смягчающему отжигу. Легирующие элементы — хром, марганец и другие увеличивают склонность к переохлаждению аустенита,

поэтому в наружной зоне слитка (более быстрое охлаждение) образуется структура троостосорбитного или мартенситного типа, что приводит к повышению твердости. Кроме того, в результате неравномерного охлаждения слитка по сечению и объемных изменений, связанных со структурными превращениями, в слитке возникают значительные внутренние напряжения, которые иногда приводят к образованию трещин.
Слитки из быстрорежущих, высокохромистых и некоторых типов инструментальных сталей подвергают отжигу с фазовой перекристаллизацией. В ряде случаев может быть рекомендовано охлаждение по изотермическому режиму (рис. 139, а и б). Слитки сталей мартенситного класса (18Х2Н4ВА и др.) подвергают высокому отпуску при 680—700° С для снижения твердости и получения структур сорбитного типа (рис. 139, в). Рекомендуется загружать слитки в печь для отжига с температурой 300—400° С. Продолжительность выдержки (отрезок А) определяется массой садки, маркой стали и типом печи. Гомогенизацию и отжиг слитков производят в печах с выкатным подом, обеспечивающим удобство загрузки и выгрузки, или в колодцевых печах. Небольшие слитки инструментальных легированных сталей для снижения твердости перед обдиркой можно охлаждать медленно в специальных колодцах до температуры 100—150° С в течение длительного времени (до 40 ч).
|

