Технология термической обработки металловСтали для молотовых штампов
Молотовые штампы деформируют металл, нагретый до высоких температур (1000—1150° С). В процессе работы в штампах возникают напряжения сжатия, растяжения, изгиба; они подвергаются истирающему действию горячего металла. При пластической деформации, когда нагретый металл заполняет форму штампа под ударами молота, рабочая часть штампа нагревается. Поэтому сталь для изготовления молотовых штампов должна обладать высокими механическими свойствами — прочностью, вязкостью, износостойкостью.
Прочность (предел текучести) необходима для сохранения формы штампа в процессе деформирования; при достаточной вязкости не происходит выкрашивания и поломок рабочих поверхностей штампа. Эти свойства должны сохраняться при повышенных температурах, т. е. штампы должны обладать теплостойкостью.
В процессе работы молотовые штампы испытывают периодический нагрев и охлаждение. Температура нагрева рабочей поверхности штампов может превышать критическую для стали, из которой изготовлен штамп. Следовательно, при каждом нагреве и охлаждении могут происходить фазовые превращения, сопровождающиеся объемными изменениями. В результате периодичности нагрева и охлаждения на рабочей поверхности штампа появляются трещины разгара, которые имеют вид сетки Поэтому сталь для изготовления штампов, деформирующих металл в горячем состоянии, должна быть стойкой против разгара (сопротивление термической усталости).
Образование на рабочей поверхности штампа трещин вследствие термической усталости зависит от химического состава стали, твердости, состояния поверхности, направления волокна и ряда других факторов.
Наиболее склонны к образованию трещин термической усталости стали с высокой твердостью (HRC 50—58); при твердости НЯС 42—44 сопротивление стали термической усталости резко возрастает. На грубообработанной поверхности при наличии поверхностных дефектов (рисок, надрезов и др.) трещины разгара возникают более легко и быстрее развиваются. Хорошо прокованная сталь обладает наибольшей стойкостью против образования трещин термической усталости. Для того чтобы при нагреве штампа во время работы тепло не концентрировалось у рабочей поверхности, а быстро распространялось по всему объему штампов, сталь должна обладать достаточно высокой теплопроводностью. Для получения равномерной и одинаковой твердости по всему сечению штампа сталь должна иметь глубокую прокаливаемость. Для предотвращения снижения износостойкости при нагреве выше 600—700° С стали для молотовых штампов должны быть окалино-стойкими. Молотовые штампы имеют сложную форму и большие размеры.
Стойкость штампа зависит от химического состава стали, качества металла, горячей механической обработки (ковки) заготовок, термической обработки откованных заготовок и готовых штампов, конструкции штампов, условий эксплуатации и охлаждения штампов при работе. Сталь для изготовления штампов не должна быть загрязнена неметаллическими включениями, которые, особенно если они крупные или расположены по границам зерен, ослабляют связь между зернами и могут привести к образованию трещин.
На стойкость штампов влияет расположение волокон в заготовке. При прокатке или ковке с односторонней вытяжкой волокна располагаются по направлению вытяжки и механические свойства такой заготовки различны — более высокие для продольного расположения волокон, чем для поперечного. Такое расположение волокон снижает стойкость штампа, так как по условиям работы штамп должен иметь одинаковые механические свойства как в продольном, так и в поперечном направлении. Для получения механических свойств, одинаковых во всех направлениях, заготовки (кубики), из которых изготовляют штампы, подвергают ковке не только вытяжкой, но и осадкой в торец, т. е. ковке в грех перпендикулярных направлениях. При такой ковке получается наиболее благоприятное расположение волокон.
Одним из опасных дефектов легированных сталей являются флокены (волосные трещины), образующиеся при быстром охлаждении после ковки. Поэтому для предупреждения образования флокенов поковки после ковки медленно охлаждают до 150— 200° С. Поверхность штампов должна быть чистой, без рисок, мелких трещин и неровностей, чтобы не происходило налипание и приваривание деформируемого металла. Чтобы не образовывались трещины в процессе работы, необходим предварительный нагрев до 300—350° С. В процессе работы штампы необходимо охлаждать для предупреждения перегрева. Можно применять наружное охлаждение, но лучшие результаты дает внутреннее водяное охлаждение. Во всех случаях необходимо применять смазки. Для предотвращения износа штампов необходимо сбивать окалину с деформируемого металла или нагревать заготовки в печах с защитной атмосферой. В процессе работы в поверхностных слоях штампов появляются внутренние напряжения, которые могут привести к образованию трещин. Поэтому после определенного срока эксплуатации штампы отпускают при 300—400° С (1—2 ч) или кипятят в масле.
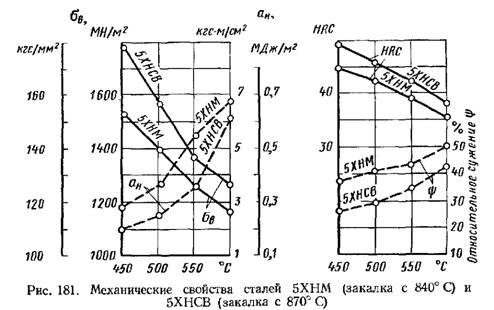
Стали 5ХНМ, 5ХНВ и др. для молотовых штампов содержат одинаковое количество (0,5—0,6%) углерода. В сталях 5ХНМ, 5ХГМ, 5ХНВ, 5ХНСВ в связи с ограниченным содержанием хрома, вольфрама и молибдена сохраняется однородная структура, высокая вязкость и пластичность. Карбидная фаза всех сталей — легированный цементит. Прочность при нагреве сохраняется до 350—375° С. У этих сталей незначительное различие свойств в продольном и поперечном направлениях; перечисленные стали имеют высокую прокаливаемость и закаливаемость; например, заготовки из стали 5ХНМ и 5ХГМ прокаливаются в сечениях до 300 мм, заготовки из стали 5ХНВ — в сечениях до 150—180 мм. Поэтому эти стали целесообразно применять для изготовления крупных молотовых штампов при повышенных ударных нагрузках. Стали 5ХНМ и 5ХНСВ близки по механическим свойствам (рис. 181). Сталь 5ХГМ по сравнению с ними имеет пониженную ударную вязкость. Структура после отжига — пластинчатый перлит и участки феррита; твердость стали 5ХНСВ НВ 217—241, остальных сталей — НВ 197—241. Температура начала ковки 1150— 1180° С, окончания — 850—880° С.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Стали, содержащие 3—5% Сг, имеют высокую теплостойкость (до 600—650° С) и формоустойчивость, но уступают сталям типа 5ХНМ по вязкости и разгаростойкости в штампах крупных сечений (свыше 100 мм). Содержание углерода в этих сталях —0,4%. Вязкость, пластичность и разгаростойкость при одинаковом содержании углерода зависят от влияния таких легирующих
карбидообразующих элементов, как вольфрам, молибден и ванадий.
Вольфрам (меньше молибден), увеличивая дисперсионное твердение при отпуске, ухудшает вязкость. Кроме того, вольфрам усиливает карбидную неоднородность, что снижает механические свойства штампов крупных сечений (более 100 мм). Но вольфрам и молибден значительно повышают теплостойкость.
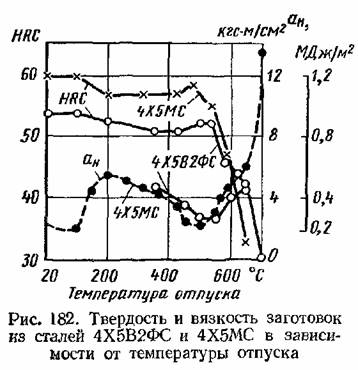
Сталь 4Х5В2ФС — высокой разгоростойкости. Вольфрам и ванадий вызывают дисперсионное твердение и вторичную твердость при 500—550° С (рис. 182). Хром и кремний повышают окалиностойкость при нагреве до 600—650° С и сопротивление пластической деформации (до 400—500° С). При твердости HRC 42—48 до температур 300—500° С штампы небольших сечений из стали 4Х5В2ФС не уступают по вязкости штампам из стали 5ХНМ, но превосходят их по прочности и окалиностойко-сти. Температура закалки стали 4Х5В2ФС 1060—1080°С (зерно 10-го балла).
зерна, что снижает вязкость и пластичность. Сталь 4Х5В2ФС склонна к деформации при закалке, поэтому мелкие штампы закаливают с охлаждением на воздухе (для уменьшения деформации), крупные — в масле. Отпуск проводят при 530—550° С.
Для обеспечения требуемой вязкости твердость должна быть HRC 47—50, поэтому отпуск проводят при температурах выше температур дисперсионного твердения.
Стали, содержащие 3% Сг (4ХЗВ2Ф2М2), уступают сталям, содержащим 5% Сг, по прочности при температурах выше 400— 450° С, но имеют меньшую карбидную неоднородность, высокую вязкость (штампы сечением до 120—150 мм) и разгаростойкость. У них более низкая температура закалки, меньшая твердость в отожженном состоянии (НВ 180—207); твердость стали 4Х5В2ФС НВ 180—220. Структура теплостойких сталей в состоянии поставки — сорбитообразный перлит.
|

