Технология электрической сваркиВысокопроизводительные электроды
Характерной особенностью высокопроизводительных электродов является высокое содержание железного порошка в покрытии (40—60%) и большая толщина покрытия (коэффициент массы покрытия составляет 120—180%). Высокая производительность электродов достигается за счет дополнительного металла, содержащегося в покрытии, снижения потерь металла от разбрызгивания и более высоких допустимых сварочных токов.
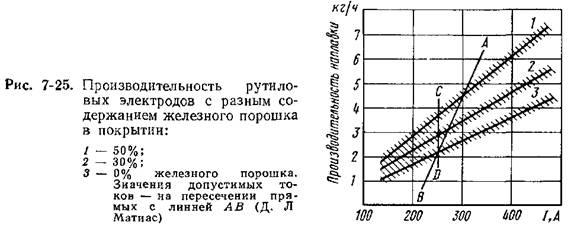
На рис. 7-25 приведены данные по производительности электродов, содержащих различное количество железного порошка в покрытии. При сварке на оптимальных токах производительность электродов с содержанием 50% железного порошка в 1,5— 2 раза выше, чем электродов без порошка. Существенную роль в увеличении производительности процесса играет и более высокая мощность сварочной дуги.
 Плавление покрытия высокопроизводительных электродов сопровождается образованием на торце электрода глубокой втулочки из неоплавившегося покрытия (рис. 7-26), которая, экранируя столб дуги, увеличивает его длину и мощность. В результате Плавление покрытия высокопроизводительных электродов сопровождается образованием на торце электрода глубокой втулочки из неоплавившегося покрытия (рис. 7-26), которая, экранируя столб дуги, увеличивает его длину и мощность. В результате
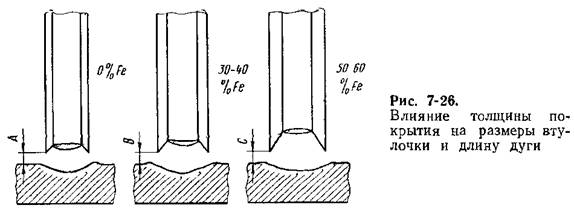
мощность столба дуги, роль которого в плавлении тонкопокрытых электродов невелика, оказывает существенное влияние на скорость плавления и на производительность электродов с железным порошком в покрытии и большим коэффициентом массы покрытия. Коэффициент наплавки высокопроизводительных электродов с железным порошком составляет в зависимости от диаметра стержня, режима сварки и коэффициента массы покрытия 12— 20 г/А-ч. В электродах некоторых марок масса наплавленного металла в 1,5—2 раза превышает массу электродного стержня.
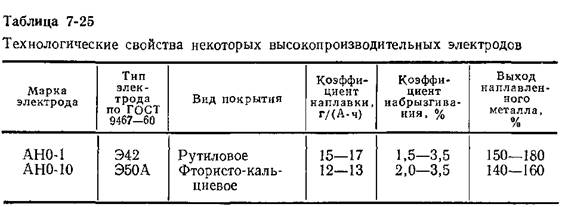
В качестве шлакообразующей основы высокопроизводительных электродов используют покрытия рудно-кислого, фтористо-кальциевого или рутилового типов. В нашей стране наибольшее распространение получили высокопроизводительные электроды с рутиловым покрытием (табл. 7-25).
Для сварки высокопроизводительными электродами зачастую необходимы источники питания с повышенным напряжением холостого хода. На рис. 7*27 приведена зависимость напряжения дуги от силы тока при сварке высокопроизводительными электродами и обычными электродами с рудно-кислым покрытием. По механическим свойствам металла шва и сварного соединения высокопроизводительные электроды чаще всего соответствуют типу Э42—Э50 (рутиловая или рудно-кислая шлакообразующая основа) и Э50А (фтористо-кальциевая шлакообразующая основа). Их рекомендуется применять для сварки в заводских условиях
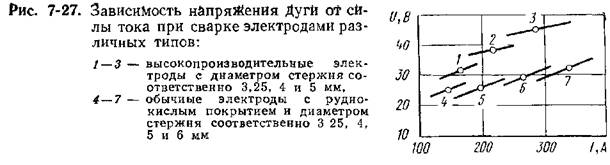
конструкций из низкоуглеродистых и низколегированных сталей, где преобладают швы большой длины.
|

