Технология электрической сваркиСварочные материалы
Сварочными или присадочными называются материалы, обеспечивающие возможность протекания сварочных процессов и получение качественного сварного соединения. При электрической сварке плавлением применяются сварочные материалы различной формы, состава и назначения. Рассмотрим наиболее широко применяемые из них.
Сварочные проволоки, стержни и пластины
Сварочные проволоки, а также плавящиеся и неплавящиеся электродные стержни другой формы служат для подвода электрического тока в зону сварки. Кроме того, сварочные проволоки, плавящиеся электродные стержни, пластины и ленты, расплавляясь в процессе сварки, служат дополнительным металлом, участвующим в образовании шва.
Стальные сварочные проволоки. При дуговой сварке под флюсом и в защитных газах, а также при электрошлаковой сварке применяют сварочную проволоку без покрытия, так называемую голую сварочную проволоку. Для ручной дуговой сварки проволоку рубят на стержни длиной 350—400 мм, затем на их поверхность наносят покрытие. Плавящийся электродный стержень с нанесенным на его поверхность покрытием называют сварочным электродом (см. § 41). При сварке цветных металлов, чугуна и в некоторых специальных случаях применяют также литые электродные стержни.
Поверхность сварочной проволоки должна быть чистой и гладкой, без окалины, ржавчины, масла и других загрязнений. По виду поверхности проволока подразделяется на неомедненную и омедненную. Омеднение поверхности проволоки улучшает электрический контакт между проволокой и токоподводящим устройством, а также снижает возможность ее ржавления. Для предотвращения загрязнения проволоку упаковывают в водонепроницаемую бумагу. Обернутые в бумагу мотки, бухты или катушки проволоки упаковывают при диаметре проволоки 0,3—0,8 мм в жесткую тару, выложенную слоем водонепроницаемой бумаги; при диаметре проволоки более 0,8 мм — в полимерную или полиэтиленовую пленку или же в тарную ткань.
Сварочную проволоку следует транспортировать в чистых крытых вагонах, контейнерах или автофургонах, предохраняющих ее от загрязнения и воздействия атмосферных осадков. Хранить ее необходимо в сухом, закрытом помещении в условиях, не допускающих ее ржавления, загрязнения и механических повреждений. В случае загрязнения сварочной проволоки ее очищают опескоструиванием, травлением или протягиванием через очистные устройства. Каждая партия проволоки снабжена сертификатом завода-изготовителя, в котором указаны марка проволоки, результаты химического анализа и других испытаний, масса и номер партии и т. д.
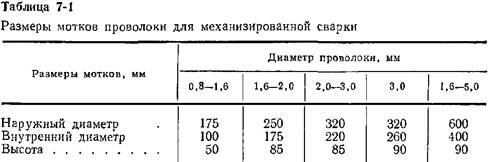
Стальную сварочную проволоку изготовляют по ГОСТ 2246—70 и по специальным техническим условиям. В зависимости от химического состава проволока, выпускаемая по ГОСТ 2246—70, разделяется на низкоуглеродистую, легированную и высоколегированную. Всего в этот ГОСТ включено 77 марок сварочной проволоки диаметром 0,3—12 мм. Проволока диаметром до 5 мм включительно предназначена для механизированных способов сварки, поставляется в мотках прямоугольного сечения, пригодных для непосредственного (без перемотки) использования в сварочных автоматах и полуавтоматах. Размеры мотков в зависимости от диаметра проволоки должны соответствовать нормам, приведенным в табл. 7-1.
В условные обозначения марок проволоки входит индекс Св (сварочная) и следующие за ним цифры и буквы. Цифры, следующие за индексом Св, указывают среднее содержание углерода в сотых долях процента. Так же, как и при обозначении марок стали, легирующие элементы, входящие в состав проволок, обозначены буквами в соответствии с табл. 7-2.

Цифры, следующие за буквенными обозначениями химических элементов, указывают среднее содержание элемента в процентах. Если содержание легирующего элемента менее 1%, то ставится только соответствующая буква. Буква А на конце условных обозначений марок низкоуглеродистой и легированной проволок указывает на повышенную чистоту металла по содержанию серы и фосфора. В проволоке марки Св-08АА содержится не более 0,02% S и не более 0,02% Р. Условное обозначение сварочной проволоки состоит из цифры, обозначающей диаметр проволоки в миллиметрах, букв Св, условного обозначения марки проволоки и номера ГОСТа. Например, проволока сварочная диаметром 3 мм марки Св-08А, предназначенная для сварки (наплавки), с неомед-ненной поверхностью: проволока 3 Св-08А ГОСТ 2246—70.
Если проволока поставляется с омедненной поверхностью, то после марки проволоки ставится буква О. Буква Э обозначает, что проволока предназначена для изготовления электродов. Буквы Ш, ВД или ВИ обозначают, что проволока изготовлена цз стали, выплавленной электрошлаковым или вакуумнодуговым переплавом или же в вакуумноиндукционных печах.
Проволоки Св-08, Св-08А и Св-08АА изготовляют из кипящей стали. Остальные три марки низкоуглеродистой сварочной проволоки изготовляют из полуспокойной стали. Как видно из табл. 7-3, низкоуглеродистые сварочные проволоки в основном отличаются друг от друга содержанием марганца, серы и фосфора.
В сварочных легированных проволоках может содержаться до шести легирующих элементов, а их общее количество достигает 6% (табл. 7-4). Эти проволоки применяют для различных видов сварки углеродистых и легированных сталей. Так, например, их можно использовать для изготовления электродных

стержней, сварки в защитных газах и под флюсом. Проволоки Св-15ГСТЮЦА и Св-20ГСТЮА применяют для дуговой сварки без дополнительной защиты. Проволоки, легированные кремнием и марганцем (Св-08Г2С, Св-08ГС), применяют для сварки конструкционных сталей в окислительных защитных газах. Проволоки Св-08ХНМ, Св-08ХН2М, Св-08ХМФА, Св-08ХГСМФА и другие, комплексно легированные хромом, молибденом, никелем, кремнием и ванадием, применяют для сварки низколегированных высокопрочных сталей. Проволоки других марок используют для сварки сталей сходного с ними состава и для наплавочных работ.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
При содержании в проволоке легирующих элементов более 6% ее относят к высоколегированным (табл. 10-23 и 10-24). Высоколегированные аустенитные и ферритные проволоки применяют для сварки нержавеющих, жаростойких и других специальных сталей различного состава. Аустенитная проволока после волочения сильно нагартовывается и обладает большой жесткостью. Это облегчает подачу проволоки диаметром 2—3 мм по гибким шлангам при полуавтоматической сварке, но весьма затрудняет работу с проволокой большого диаметра. При автоматической сварке наклепанной аустенитной проволокой диаметром 4—6 мм ее следует предварительно подвергнуть термообработке. В зависимости от состава проволоки и степени наклепа термообработка может заключаться или в отжиге, или в закалке.
|

