Ультра звуковая сварка пластмасс и металловПроцессы внутреннего трения при сварке пластмасс и металлов
Анализ работ позволяет сделать вывод, что потери энергии в результате прохождения ультразвука в зоне сварки, особенно при сварке полимеров, могут достигать весьма значительных величин.
Исследователи различают по крайней мере три вида внутреннего трения: релаксационное, резонансное и гистерезисное. При очень больших амплитудах деформации, когда целые области внутри материала смещаются относительно друг друга, можно говорить о четвертом виде — вязком трении.
Зона сварки, как уже сказано, находится в сложном напряженном состоянии. Приложенные силы в металлах вызывают движение дислокаций [15]. При этом гибкие краевые дислокации могут перемещаться (скользить) из одной канавки потенциального рельефа в другую — возникают перегибы дислокаций.
В отожженных кристаллах дислокации обычно выстраиваются в стенки, образуя блочную структуру. При знакопеременных нагрузках равновесная конфигурация дислокаций нарушается и они перемещаются — наблюдается их переползание . Переползание дислокаций приводит к диффузионно-вязкой ползучести кристаллического материала.
Наибольший вклад в механизмы внутреннего трения вносят потери, связанные с релаксациями напряжений по границам раздела зерен, блоков, двойников, включений и т. п.
Внутреннее трение зависит от теплопроводности материала. Установлено, что если длина ультразвуковой волны существенно больше размеров элементарных неоднородностей (наш случай), то градиенты температур в пределах каждой области неоднородности будут аномально велики. Поглощение энергии, обусловленное теплопроводностью, будет значительным по сравнению с поглощением, связанным с вязкостью. Это относится в равной степени как к продольным, так и к поперечным волнам в стержнях. Как отмечено в работе, все авторы при построении механизмов внутреннего трения, связанного с дефектами, ограничиваются микромеханикой дефектов и игнорируют энергетический спектр кристалла. Только в разреженных газах атомы и молекулы выполняют две функции: они являются структурными единицами и элементарными носителями движения в этой системе. В идеальном кристалле атомы представляют собой структурные единицы, а роль элементарных носителей движения выполняют квазичастицы. Нулевое движение (основное состояние) и квазичастицы (возбужденное состояние) образуют энергетический спектр кристалла.
Структура энергетического спектра и дефекты кристалла взаимосвязаны, поэтому нельзя рассматривать механизм поглощения энергии колебаний только с позиции микромеханики дефектов. К сожалению, эти и многие другие вопросы, связанные с природой внутреннего трения, еще далеки от своего решения. К этому можно добавить, что механизм потерь зависит от амплитуды и скорости деформации, частоты колебаний и температуры среды. Например, амплитудная зависимость внутреннего трения объясняется взаимодействием дислокаций с точечными дефектами. При малых перемещениях происходит колебание сегментов дислокаций. При увеличении амплитуды колебаний можно допустить, что происходит отрыв отрезков дислокаций, отрыв дислокационных петель от узлов дислокационной сетки (согласно модели Франка — Рида).
 потери на внутреннее потери на внутреннее
трение монотонно возрастают с температурой (почти линейно). При более высоких температурах наблюдается экспоненциальное
возрастание потерь. В некоторых случаях на монотонный фон налагаются пики, природа которых не всегда ясна. На внутреннее трение оказывают влияние размер и форма деформируемой области и т. п.
Однако работ по исследованию потерь ультразвуковой энергии в волноводах при больших интенсивностях крайне мало.
Механизм внутреннего трения в полимерах исследовался рядом исследователей. Концепции относительно ведущей роли внутреннего трения при сварке мягких полимеров нашли свое место в работе [6]. Основной вывод авторы формулируют следующим образом. При сварке мягких пластмасс (ПХВ, полиэтилен и др.) теплота выделяется во всем объеме полимера, находящемся под волноводом. Процессы, происходящие на границе раздела полимеров, не оказывают существенного влияния на теплообразование. При сварке жестких полимеров авторы отмечают соответствующую роль контактирования поверхностей свариваемых материалов.
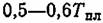
Из изложенного ясно, что для определения конкретного вклада внутреннего трения в энергетику сварочного процесса необходимо определить реальные потери от него в зоне сварки. С этой целью нами был использован разработанный А. В. Кулеминым [10] термоакустический метод. Метод был разработан для исследования потерь в ультразвуковых волноводах. Нами он использован для анализа температурного режима сварочного наконечника, тепловых процессов в свариваемых материалах и потерь в них. Принципиальная схема стенда приведена на рис. 1.4.

 дают возможность определить коэффициент внутреннего трения дают возможность определить коэффициент внутреннего трения

 — волновое число; а — температуропроводность . — волновое число; а — температуропроводность .
Для определения коэффициента внутреннего трения в свариваемых материалах при изгибных колебаниях расчетное выражение имеет вид
 длина стержня — L = длина стержня — L =
 энергия, выделяющаяся в зоне сварки в результате механизма внутренних потерь, может быть выражена уравнением энергия, выделяющаяся в зоне сварки в результате механизма внутренних потерь, может быть выражена уравнением

Измерение и расчет указанных величин проведены для алюминия, меди, никеля, полиэтилена, полистирола и других материалов с использованием продольных и изгибных колебаний.
 возрастает более чем вдвое (рис. 1.5, а). возрастает более чем вдвое (рис. 1.5, а).
 при увеличении пластической деформации можно объяснить снижением подвижности и размножением дислокаций. при увеличении пластической деформации можно объяснить снижением подвижности и размножением дислокаций.
Полагая, что в процессе сварки пластическая деформация свариваемых материалов происходит сравнительно равномерно,

общее снижение коэффициента потерь можно выразить через относительное время сварки уравнением

 — время сварки, необходимое для образования сварного соединения, равное примерно 0,3—1,5 с. — время сварки, необходимое для образования сварного соединения, равное примерно 0,3—1,5 с.
Таким образом, можно уточнить выражение для определения энергии, выделяющейся в зоне сварки в результате механизма внутреннего трения
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение

 взято для температуры образования сварного соединения. взято для температуры образования сварного соединения.
Измерения коэффициента внутреннего трения в металлах при изгибных колебаниях показали, что он, по сравнению с потерями при продольных колебаниях, существенно выше. Общий уровень потерь от механизма внутреннего трения при этом возрастает.
 с целью выявления с целью выявления
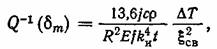
 — рис. 1.6, а. Результаты — рис. 1.6, а. Результаты
измерений показали следующее. При увеличении амплитуды колебаний сварочного наконечника и деформации свариваемых
 после излома быстро растут. Температура в полиэтилене и полистироле достигает 373—393 К (рис. 1.6, б). Материалы при этом начинают плыть. Колебательный режим в свариваемых материалах при этом нарушается и переходит в режим ангармонических колебаний. после излома быстро растут. Температура в полиэтилене и полистироле достигает 373—393 К (рис. 1.6, б). Материалы при этом начинают плыть. Колебательный режим в свариваемых материалах при этом нарушается и переходит в режим ангармонических колебаний.
Из кривых, приведенных на рис. 1.6, б, следует, что энергия, выделяющаяся в свариваемом материале в результате механизма внутреннего трения, однозначно зависит от амплитуды колебаний сварочного наконечника, величины деформации и собственных свойств материала. Полиэтилен насыщается ультразвуком при существенно меньших значениях деформаций, чем, например, полистирол. Во фторопласте нарушаются гармонические колебания и механизм отбора мощности при сравнительно низких значениях деформаций и температур. Если учесть температуру плавления фторопласта и крайне низкий коэффициент внешнего трения, то становится понятной причина его несвариваемости : материал неспособен отобрать необходимую для образования сварного соединения энергию.
Общее уравнение энергии, выделяющейся в зоне сварки на единицу объема в 1 с, имеет вид


 например, в меди от времени сварки, их соотношения между собой, а также общие потери. например, в меди от времени сварки, их соотношения между собой, а также общие потери.
 = 0,63 с. = 0,63 с.
 для меди были приняты равными 0,08. для меди были приняты равными 0,08.
Из рисунка видно, что основной источник теплоты находится между сварочным наконечником и деталью. Мощность внутренних потерь в меди составляет до 6 % от общих потерь.
 поднимается до 28 % при сварке полистирола и до 60 % — при сварке полиэтилена. поднимается до 28 % при сварке полистирола и до 60 % — при сварке полиэтилена.
Из приведенных результатов следует, что механизм потерь от распространения мощных ультразвуковых колебаний в свариваемых материалах работает весьма интенсивно. Общий уровень потерь от внешнего и внутреннего трения зависит от .физико-механических свойств материалов, условий отбора мощности и выходных характеристик источника ультразвука.
|

