Ультра звуковая сварка пластмасс и металловСтабилизация процесса передачи энергии в зону сварки
ОБЩАЯ ХАРАКТЕРИСТИКА ПРИЧИН ДЕСТАБИЛИЗИРУЮЩИХ ПРОЦЕСС СВАРКИ
Стабилизация процесса сварки является узловым вопросом всей технологии УЗС. Исследователи неоднократно возвращались к этой проблеме [11 и др.], но решения или, по крайней мере, информации, освещающей ее с достаточной полнотой, до сих пор нет. Более того, в последних работах, в которых затрагивается эта тема, содержатся ошибочные толкования.
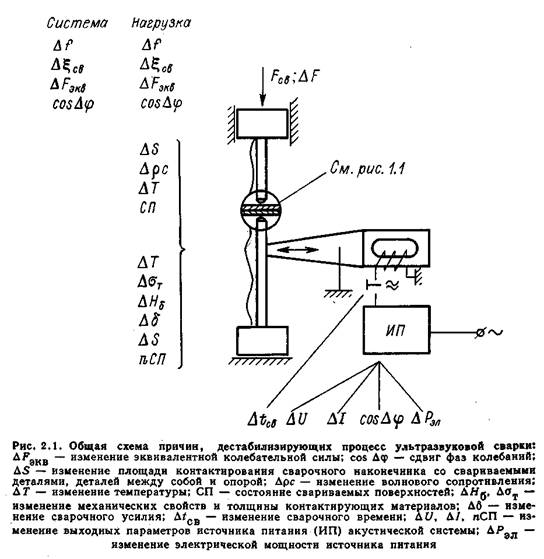
Процесс УЗС является результатом взаимодействия многочисленных и сложных факторов. Передача энергии связана с ее многократным преобразованием и распространением по переменным в процессе сварки волновым сопротивлениям. Нами проведен анализ причин, дестабилизирующих процесс сварки, проведена их классификация и составлена их общая схема (рис. 2.1). Все причины можно разделить на четыре основные группы.
Первая группа причин связана с влиянием сопротивления нагрузки на колебательную систему, конкретно на сварочный наконечник, который является источником интенсивного ультразвука.
 рекомендован как критерий качества сварки. рекомендован как критерий качества сварки.
Такие понятия, как колебательные напряжения, циркулирующие в зоне сварки, не рассматривались.
 тем тем
больше разброс прочности сварных соединений. К сожалению, Использование колебательных систем, не обеспечивающих этого условия, — наиболее типичная ошибка исследователей и разработчиков оборудования для УЗС.
Анализ причин дестабилизации, связанных со взаимодействием акустической системы со свариваемыми деталями, как нагрузки на систему изложен ниже.
Вторая группа причин, вызывающих дестабилизацию процесса УЗС, связана со способностью сварочного наконечника передавать энергию в зону сварки. Сюда можно отнести следующее: изменение площади его непосредственного контакта со свариваемыми деталями, измерение волнового сопротивления, состояния поверхности и антиадгезионных свойств к свариваемому материалу. О значении этих факторов свидетельствует следующее. Передача энергии идет в плоскости контактирования сварочного наконечника. Чем больше перепад ее значения в процессе сварки, тем сильнее выражена дестабилизация. Экспериментально установлено, что при использовании сварочных наконечников сферической формы изменение площади его контактирования со свариваемой деталью весьма значительно. При этом волновое сопротивление меняется и за счет скорости распространения ультразвука, которая зависит от площади фронта волны. Уровень передачи энергии зависит от характера контактирования сварочного наконечника со свариваемыми деталями. При условии, что материал сварочного наконечника обладает элементарными адгезионными свойствами, процесс УЗС становится практически невозможным.
Третья группа причин — зона сварки. Свариваемые материалы при воздействии ультразвука находятся в сложном термомеханическом состоянии. Наиболее важным, на наш взгляд, является то обстоятельство, что уровень и характер поглощения энергии в значительной мере предопределяются состоянием не основного свариваемого материала, а поверхностными пленками.
Пленки любых видов снижают возможность образования сварного соединения, а в ряде случаев исключают получение технологического эффекта. Сварное соединение должно произойти по основному металлу. Значит, за предельно короткий период изнашивания, предшествующий образованию сварного соединения, должно произойти полное или почти полное их устранение из зоны сварки.
Эти вопросы интересовали исследователей в максимальной степени. О влиянии поверхностных пленок при твердофазном соединении опубликовано достаточно большое число работ. Этот интерес исследователей понятен, так как сварка различных материалов без снятия оксидных и других пленок является одним из наиболее важных преимуществ в УЗС. Однако при наличии пленок существенно дестабилизируется процесс УЗС. Разработка надежных методов стабилизации УЗС в этом случае зависит только от конкретных зависимостей прочности и стабильности процесса, от наличия тех или иных пленок.
Четвертая группа причин связана с конструктивными недостатками сварочных машин, точнее, с источниками питания — ультразвуковыми генераторами и, в некоторой степени, с акустическими системами. К ним надо отнести: нерациональную опору, неустойчивый температурный режим преобразователя, волноводов, генератора, колебания напряжения сети и т. д.
|

