Ультра звуковая сварка пластмасс и металловМетоды стабилизации сварочного усилия

В общем случае коэффициент отражения энергии равен:

 = =
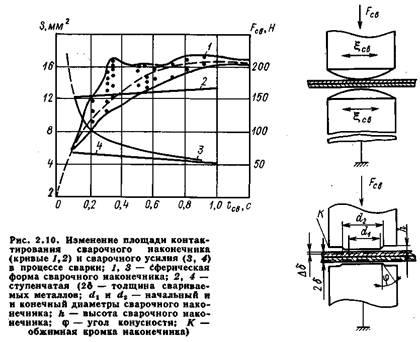
 машинах для ультразвуковой сварки получили распространение сварочные наконечники сферической формы. В зависимости от свариваемых материалов радиус сферы колеблется от 5 до 75 мм. Увеличение площади контактирования такого наконечника со свариваемой деталью в процессе сварки, например, меди толщиной 0,2 + 0,2 мм на машине МТУ-1,5 показано на рис. 2.10 (кривая 1). Расчет сделан по глубине фактической деформации точки в зависимости от времени сварки. После разброса —данные эксперимента. машинах для ультразвуковой сварки получили распространение сварочные наконечники сферической формы. В зависимости от свариваемых материалов радиус сферы колеблется от 5 до 75 мм. Увеличение площади контактирования такого наконечника со свариваемой деталью в процессе сварки, например, меди толщиной 0,2 + 0,2 мм на машине МТУ-1,5 показано на рис. 2.10 (кривая 1). Расчет сделан по глубине фактической деформации точки в зависимости от времени сварки. После разброса —данные эксперимента.
 только в силу изменения поверхности контактирования сварочного наконечника со свариваемыми деталями колеблется от 0,83 в начале только в силу изменения поверхности контактирования сварочного наконечника со свариваемыми деталями колеблется от 0,83 в начале
 " составляет примерно 4:1. " составляет примерно 4:1.
 — постоянные коэффициенты, характеризующие материал поверхности трения; Р — давление контактное. Приведем эту формулу к виду: — постоянные коэффициенты, характеризующие материал поверхности трения; Р — давление контактное. Приведем эту формулу к виду:

 — величина, обратная удельному сварочному — величина, обратная удельному сварочному
усилию, значит

 Это является одной из основных причин нестабильного протекания процесса сварки. Другая, более тонкая плоскость явления — изменение скорости изгибных колебаний в зависимости от диаметра сварочного наконечника. Это является одной из основных причин нестабильного протекания процесса сварки. Другая, более тонкая плоскость явления — изменение скорости изгибных колебаний в зависимости от диаметра сварочного наконечника.
Фазовая скорость распространения изгибных волн исходя из общепринятой, элементарной теории равна
 — длина волны. — длина волны.
 . Пользование этой формулой лишено смысла. . Пользование этой формулой лишено смысла.
Необходимо учитывать инерцию вращения и сдвига элемента. Учет этих поправок дает следующее значение фазовых скоростей в стержне:
м, а изменение радиуса сварочного наконечника примерно от 1—1,5 мм до 2—3 мм, то изменение скорости изгибных волн в плоскости сварочного наконечника в процессе сварки составит 0,1—0,2.


Передача энергии идет по плоскости сварочного наконечника. Учитывая специфику распространения интенсивного ультразвука, можно предполагать, что перепад в площади контакта в процессе сварки приведет к изменению скорости распространения ультразвука и, как следствие, к изменению волнового сопротивления.
Если принять, что длина изгибных волн в стержне диаметром 10—12 мм равна примерно 30 м материала.

 В процессе сварки, в результате пластического В процессе сварки, в результате пластического
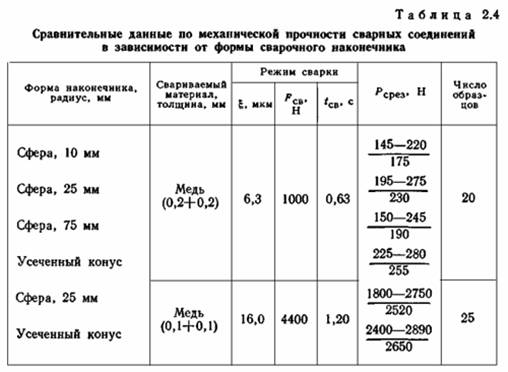
 в пределах 1 : 1,2 (рис. 2.10, кривые 2 и 4). Результаты экспериментальных работ с применением сварочных наконечников различных форм приведены в табл. 2.4. Из этих результатов становится ясно, что применение фиксированных площадей контактирования при УЗС безусловно оправданно. Сварочный наконечник со ступенчатой фиксированной формой контактирования со свариваемыми деталями широко используется в промышленности. в пределах 1 : 1,2 (рис. 2.10, кривые 2 и 4). Результаты экспериментальных работ с применением сварочных наконечников различных форм приведены в табл. 2.4. Из этих результатов становится ясно, что применение фиксированных площадей контактирования при УЗС безусловно оправданно. Сварочный наконечник со ступенчатой фиксированной формой контактирования со свариваемыми деталями широко используется в промышленности.
При решении проблемы стабилизации процесса сварки надо иметь в виду, что материалы по тем или иным причинам могут иметь различные волновые сопротивления. Это относится к различным сплавам и особенно полимерам. В зависимости от процентного содержания в материале наполнителей (пластификаторов, красителей и т. п.) оно может существенно отличаться от исходного. При этом волновой процесс передачи, поглощения и отражения энергии должен изменяться в силу приведенных выше соотношений.
|

