Практическая вибродиагностика и монтиторингПроактивное техническое обслуживание оборудования.
Идея проактивного технического обслуживания оборудования (в дальнейшем ПАО) заключается в обеспечении максимально возможного межремонтного срока эксплуатации оборудования за счет применения современных технологий обнаружения и подавления источников отказов.
Основой проактивного технического обслуживания являются:
идентификация и устранение источников повторяющихся проблем, приводящих к сокращению межремонтного интервала оборудования;
устранение или значительное снижение факторов, отрицательно влияющих на межремонтный интервал или срок эксплуатации оборудования;
распознавание состояния нового и восстановленного оборудования с целью проверки отсутствия признаков дефектов, уменьшающих межремонтный интервал;
увеличение межремонтного интервала и срока эксплуатации оборудования за счет проведения монтажных, наладочных и ремонтных работ в точном соответствии с техническими условиями и регламентом.
ПАО базируется на применении нескольких, приведенных ниже, компонентов, сочетание которых дает максимальный эффект.
Анализ причин внеплановых остановов, аварий, укороченных межремонтных интервалов, включающий выявление повторяющихся проблем, возникающих при эксплуатации оборудования.
Техническое обслуживание и ремонт обычно устремлены на устранение в основном очевидных дефектов оборудования. При этом нередко частые ремонты воспринимаются как вполне нормальное явление. Анализ коренных проблем отказов направляет передовые аналитические средства и инженерную логику на идентификацию и коррекцию скрытой основной проблемы. Принятие программы анализа коренных проблем отказов часто приносит предприятию значительную экономию.
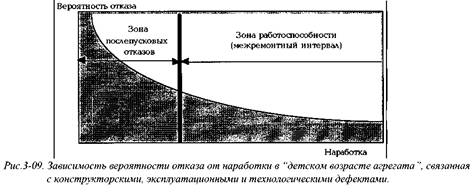
Принципиально дефекты и отказы (в т. ч. в начале срока службы), классифицируемые по причине возникновения, могут быть связаны с конструкторскими дефектами и неправильным применением, производственными дефектами (изготовления) и дефектами материала, дефектами сборки и эксплуатационными дефектами (нарушения технологии сборки, монтажа и соединения узлов, ненужное ТО, нарушения условий эксплуатации), технологическими дефектами (отклонение рабочих параметров от номинальных).
В качестве примера конструкторской ошибки при проектировании можно привести случай, связанный с недостаточным учетом влияния погодно — климатических условий при эксплуатации оборудования: непродуманная конструкция заградительной решетки воздухозабора воздушного компрессора газовой турбины пропанового центробежного компрессора обуславливала накопление и сброс частиц льда с последующим их периодическим попаданием в турбину, столкновением и ускоренным разрушением лопаток воздушного компрессора.
В качестве примера неправильного применения по вине проектировщика можно привести случай, связанный с периодическим, примерно каждые три месяца, выходом из строя подшипников качения ЭД вертикального насосного агрегата, имевшим место по окончании монтажа в продолжение гарантийной эксплуатации технологической установки. Первый выход из строя подшипника качения был воспринят как нормальное явление, однако после второго внезапного отказа провели анализ причин, в результате которого выяснилось, что опорно — упорный подшипник двигателя, в соответствии с техническими условиями завода — изготовителя, мог быть применим только при горизонтальной ориентации ротора. Издержки были компенсированы фирмой —п оставщиком.
В качестве другого примера неправильного применения по вине проектировщика можно привести случай, связанный с необходимостью проведения ремонта каждые 6...9 месяцев винтовых компрессоров компримирования газа в газлифтной системе из —з а изменения условий эксплуатации и отклонения рабочих параметров от номинальных по ТУ (эксплуатация на пределе производительности и давления). При анализе причин частых ремонтов оказалось, что для подобной задачи данный тип компрессоров принципиально непригоден и требует замены.
В качестве примера нарушения технологии изготовления деталей (дефект материала) можно привести случай, связанный с коротким сроком службы подшипников скольжения крупных агрегатов нефтехимзавода: примерно после 4000...6000 часов эксплуатации наблюдалось растрескивание и выкрашивание баббита вкладышей. В результате анализа установили, что причина — пережженный баббит в результате дефектной технологии изготовления вкладышей. Небольшая коррекция технологии привела к увеличению среднего срока службы вкладышей более чем в три раза.
Нередко повторяющаяся проблема с оборудованием, лежащая на поверхности, является симптомами более скрытого дефекта: на одном из предприятий подшипники редуктора крупного компрессорного агрегата после многолетней успешной эксплуатации вдруг каждые 2...3 месяца стали внезапно выходить из строя, приводя к внеплановому останову производства. После проведения анализа персоналом завода было установлено, что причиной оказалось нарушение качества смазочного масла, повлекшее рост температуры подшипника, при этом параметры вибрации практически не превышали допустимых значений.
Безукоризненное соблюдение требований технических условий при монтаже и ремонте агрегата и исследование вибрации при выводе из ремонта могут значительно продлить последующий межремонтный интервал.
Например, две наиболее распространенные операции при завершении монтажа или ремонта агрегата (которые на вспомогательном оборудовании нередко выполняются с низким качеством или вообще игнорируются) — балансировка ротора и центровка узлов оборудования. Дополнительные затраты времени и ресурсов для достижения при проведении этих операций самых жестких норм не намного больше, чем те, которые требуются для проведения этих операций со средним качеством, но достижение уровней жестких норм часто способно увеличить даже вдвое межремонтный интервал оборудования.
В качестве примера можно привести результаты внедрения лазерного оборудования для центровки, документированные на ряде нефтетранспортных и нефтехимических предприятий, где была реализована эта программа. Эффект от точной центровки был следующим: средний срок службы подшипников и муфт возрос (на некоторых предприятиях) в 3...8 раз, затраты на техническое обслуживание уменьшились в среднем на 5...7%, межремонтный интервал возрос в среднем на 10... 12%, внеплановые остановы оборудования, возникшие в результате расцентровки, сократилось более, чем наполовину.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Анализ основных причин выхода подтттипников качения из строя показывает, что, по статистике, исправный подшипник выходит из строя примерно в 30% случаев из —з а нарушения технологии монтажа. Таким образом, применяя недорогое специализированное оборудование для нагрева подшипников при монтаже, можно добиться снижения выхода из строя подшипников по этой причине почти на треть.
|

