Технология электрической сварки металлов и сплавов плавлениемАппаратура для многоэлектродной сварки
Существуют различные схемы процесса многоэлектродной дуговой сварки (см. гл. I и II), применяемые с целью повышения скорости сварки, для наплавочных работ и для других специальных задач . Электроды могут быть электрически изолированы друг от друга и подключены к раздельным источникам питания или к общему источнику; сварка
может производиться дугами, горящими в общем плавильном* пространстве или раздвинутыми так, что вторая дуга плавит затвердевший, но не остывший металл шва, полученный при горении первой дуги. Существенным преимуществом многоэлектродных аппаратов является также и то, что они позволяют применять схему трехфазного питания с симметричной загрузкой сети. Аппараты для многоэлектродной сварки в большинстве случаев представляют собой комплект из двух или трех одноэлектрод-ных сварочных головок, смонтированных на общей траверсе (рис. 8-45). Головки можно устанавливать на различных расстояниях, при различном расположении мундштуков, что существенно влияет на характер процесса сварки.
При трехфазной сварке, когда первостепенное значение приобретает не только дуговой промежуток, но и расстояние между электродами, взаимное положение электродов должно регулироваться не только в процессе настройки, но и в процессе сварки. С этой целью аппараты для трехфазной сварки снабжают ручными или автоматическими корректорами положения электродов.
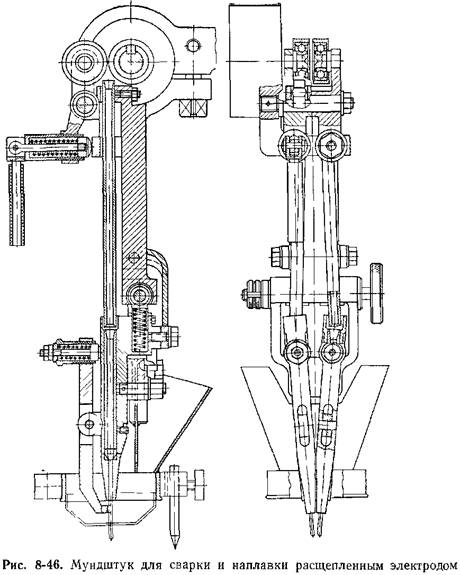
Для сварки и наплавки расщепленным электродом (гребенкой электродов, расположенных вдоль или поперек направления сварки) могут быть использованы многоэлектродные аппараты перечисленных групп с параллельным подключением мундштуков к общему источнику питания или специальные головки. Характерной особенностью мундштука для сварки расщепленным электродом (рис. 8-46) является то, что он позволяет регулировать кривизну каждого электрода в отдельности, а также изменять (в том числе во время работы) расстояние между проволоками и тем самым воздействовать на режим сварки (см. табл. 8-5).
Многоэлектродная сварка неплавящимся электродом (независимой дугой, атомно-водородная и трехфазной дугой) получила сравнительно небольшое распространение, поэтому аппаратура здесь не рассмотрена.
|

