Технология электрической сварки металлов и сплавов плавлениемМатериалы для наплавки
Покрытые электроды. Для наплавки различных деталей применяют электроды, предназначенные для сварки различных сталей и сплавов, и специальные электроды. Общие технические требования к металлическим электродам для дуговой сварки сталей и наплавки регламентированы ГОСТ 9466—60. ГОСТ 10051—62 предусматривает 25 типов электродов, например ЭН-14Г2Х, ЭН-У30Х28С4Н4 и др. В основу деления электродов на типы положен конкретный химический состав наплавленного металла. Каждому типу может соответствовать несколько марок электродов, отличающихся составом стержня, покрытия и сварочно-технологическими свойствами.
Плавленые флюсы. Для механизированной дуговой и электрошлаковой наплавки наиболее широко применяют плавленые флюсы АН-348-А, ОСЦ-45, АН-60, АН-20, 48-ОФ-6, АН-26, АН-15М, АН-8, АН-25 (§ 42). Как и при сварке, качество наплавленного слоя во многих случаях определяется правильным выбором типа и состава флюса. Высококремнистые марганцевые флюсы АН-348-А, АН-348-АМ, ОСЦ-45, ОСЦ-45М и АН-60 обеспечивают хорошее формирование, малую склонность к образованию пор и удовлетворительную отделимость шлаковой корки при наплавке сталей типов А и В (по классификации МИС).
Пемзовидный флюс АН-60 рекомендуется применять при наплавке электродной лентой, а также проволокой на больших скоростях. При наплавке среднелегироваиных и высоколегированных сталей и сплавов применение высококремнистых марганцевых флюсов нецелесообразно, так как они отличаются высокой окислительной способностью, чрезмерно легируют наплавленный металл кремнием и марганцем, образуют плохо отделяющуюся шлаковую корку. В этом случае применяют флюсы АН-26, АН-20, АН-28, АН-70, 48-ОФ-6, 48-ОФ-10 и др.
Флюс АН-26 применяют для наплавки аустенитных хромони-келевых сплавов типа D. Преимуществом этого флюса является отличное формирование наплавленного валика и малая склонность наплавленного слоя к порам; недостатком — сравнительно высокая окислительная способность, что приводит в ряде случаев к недопустимому снижению содержания титана и хрома в наплавленном слое и к появлению кристаллизационных трещин. Трещины в этом случае можно устранить примесью к флюсу 3—4% алюминиевой лигатуры (80% А1 и 20% Fe), которая обладает примерно одинаковой с флюсом плотностью.
Из низкокремнистых безмарганцевых флюсов наиболее широко применяют для наплавки флюс АН-20. Он обеспечивает высокую стабильность дуги, малую склонность к порам, хорошее формирование валиков. Его недостаток — относительно низкая температура плавления и малая вязкость, что затрудняет наплавку тел вращения малого диаметра, а также сравнительно высокая активность кремнезема, что приводит в ряде случаев к нежелательному обогащению металла кремнием, окислению легирующих элементов и ухудшению отделимости шлаковой корки. Шлаковая корка удовлетворительно отделяется при нагреве детали до температуры не свыше 450° С.
Флюс АН-28 рекомендуется для наплавки высокохромистых чугунов (тип G), он безмарганцевый и содержит мало кремнезема. Поэтому не происходит значительного окисления легирующих элементов, достигается хорошая отделимость шлаковой корки. Недостатком флюса является плохое формирование валиков при содержании в наплавленном слое менее 1,0% Si, а также повышенная склонность к порам. Последнее связано с низким содержанием Si02 и CaF2 во флюсе.
Наиболее химически нейтральны флюсы АН-70 и 48-ОФ-6, применяемые для наплавки высоколегированных сплавов с высоким содержанием хрома, вольфрама, ванадия и титана. При наплавке под этими флюсами велика опасность образования пор. Если наплавляют порошковой проволокой, то для устранения пор в сердечник обязательно вводят кремнефтористый натрий.
Для снижения содержания влаги эти флюсы прокаливают при температуре 900—930° в течение 5 ч. Чтобы флюс не поглощал влагу из воздуха, его нужно хранить в сухих помещениях. Состав наплавленного металла изменяется минимально, так как флюс почти не содержит веществ, вступающих в химическое взаимодействие с железом и легирующими элементами. Шлаковая корка удовлетворительно отделяется при нагреве деталей до 600—700° С.
Для электрошлаковой наплавки применяют флюсы АН-8, АНФ-1П, АНФ-14 и АН-25. Флюс АНФ-1П обладает высокой электропроводностью в расплавленном состоянии и обеспечивает устойчивый электрошлаковый процесс. Низкая окислительная способность флюса позволяет использовать его для электрошлаковой наплавки высоколегированных сплавов. Флюс АН-8 также обеспечивает высокую устойчивость электрошлакового процесса, но обладает повышенной окислительной способностью. Поэтому его следует применять для электрошлаковой наплавки сталей типов А и В, где потери на окисление легирующих примесей не сказываются в опасной мере на качестве наплавленного металла.
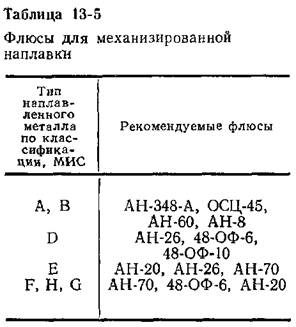
Флюс АН-25 предназначен для возбуждения электрошлакового процесса без дуги: он электро-проводен в твердом состоянии, при прохождении тока быстро нагревается и расплавляется, образуя начальную ванну жидкого шлака (табл. 13-5).
Керамические флюсы. Для наплавки интерес представляют легирующие керамические флюсы, которые позволяют при использовании^ стандартных и недефицитных проволок получать легированный наплавленный металл повышенной износостойкости. При наплавке под легирующим керамическим флюсом возможно опасное изменение химического состава наплавленного металла при изменении режимов наплавки. Однако этот недостаток относится в основном к флюсам с высоким содержанием легирующих элементов, поэтому высокое легирование наплавленного металла целесообразно осуществлять через проволоку. Наплавка же низколегированного металла возможна и при помощи слаболегирующих керамических флюсов.
Лабораторная разработка рецептур привела к созданию многочисленных марок керамических флюсов: ЖС-400; ЖС-500; ЖСН-1; ЖСН-2; КС-Х12Т; КС-ЗХ2В8; КС-Р18Б; АНК-18; АНК-19; ФК-45 и др. Однако заметное применение нашли только флюсы АНК-18 и АН К-19, изготовляемые промышленностью (табл. 13-6).
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Флюс АНК-18 предназначен для механизированной нацлавки проволокой Св-08 и Св-08А колес мостовых кранов, опорных катков, роликов и натяжных колес гусеничного хода тракторов, бульдозеров и экскаваторов. Флюс АНК-19 используют для широкослойной наплавки колеблющимся электродом рабочих кромок ножей бульдозеров, скреперов и грейдеров. Оба флюса обеспечивают хорошее формирование наплавленного металла, легкую
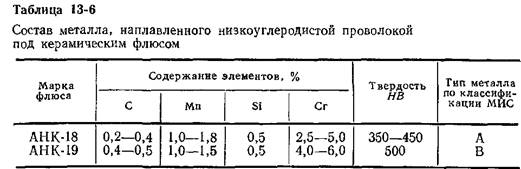
отделимость шлаковой корки, высокую стойкость наплавленного металла против образования пор и трещин и возможность наплавки на переменном и постоянном токе.
|

