Обмотока машин постоянного и переменного токаУкладка катушек однослойной обмотки крупных машин
В подготовленные, как указано выше, пазы вставляются проходные коробки. Материалом для проходных коробок обычно служит электрокартон толщиной 0,1—0,3 мм. Длина проходной коробки должна быть равна длине пазовой изоляции катушки. Края коробки должны возвышаться над пазом на 25—30 мм. Первыми укладываются нижние (отложные) катушки, причем сначала следует вложить самую большую катушку для возможности укладки остальных катушек. Укладку выполняют двое рабочих.
Сперва одну из сторон вкладываемой катушки опускают на 1/4 высоты паза. При этом вторая сторона катушки находится навесу над тем пазом, в который она должна быть уложена. Чтобы ее направить в паз, один из рабочих при помощи деревянных вилок (рис. 12-2), охватывающих пазовую часть катушки у концов опрессовки, делает легкий поворот и направляет сторону катушки в паз. Второй рабочий в это время накладывает деревянный или фибровый клин по верху гильзы и наносит по нему легкие удары ручником, передвигая клин вдоль пазовой части и осаживая стороны катушки также на х/4 высоты паза.
После этого одновременно и равномерно при помощи клина и ручника рабочие осаживают обе стороны катушки на дно паза.

Длина клина должна быть равна пазовой части катушки, а ширина его равна ширине опрессовки.
Таким способом укладываются все катушки в соответствующие пазы статора. Катушки должны лежать в пазах симметрично, т. е. вылеты лобовых сторон должны быть одинаковы как с одной, так и с другой стороны статора.
После укладки всех отложных катушек проходные коробки обрезают по высоте с таким расчетом, чтобы оставшиеся стороны могли перекрыть одна другую. Остальные концы коробки загибают внутрь паза один на другой и ударами молотка по клину прижимают к гильзе.
Затем приступают к забиванию клиньев в пазы. Клинья должны плотно сидеть в ласточкином хвосте паза, плотно прилегать своей нижней стороной к изоляции катушки и не выступать из пазов выше стали статора. В тех случаях, когда клин неплотно прижимает обмотку ко дну паза, под него подкладывается электрокартонная прокладка такой толщины, чтобы при забитом клине обмотка не могла быть сдвинута с места.
После забивания клиньев производится соединение катушек в катушечные группы. Концы катушек зачищаются и пролуживаются припоем при помощи электрического паяльника, затем -выгибаются при помощи скобочек, соединяются между собой и запаиваются припоем. Место пайки очищается от острых наплывов припоя и изолируется сперва хлопчатобумажной лентой, а поверх нее два раза в три четверти нахлестки — лакированной лентой, на которую накладывается хлопчатобумажная лента один раз вполнахлестки.
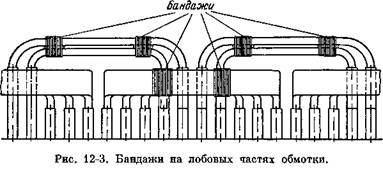
Для скрепления катушек на них в местах, указанных на рис. 12-3, наматываются бандажи из крученого шнура, толщина которого берется от 2 до 5 мм, в зависимости от размеров катушек. В месте намотки бандажа между катушками ставятся электрокартонные прокладки (рис. 12-4) толщиной от 2 до 5 мм. Бандажи ставятся

ближе к изгибу лобовых частей, как указано на рис. 12-3. Изолированные выводные концы катушечных групп подводятся под бандажи и закрепляются ими.

Процесс вкладки верхних прямых катушек аналогичен вкладке нижних отложных, с той лишь разницей, что вначале в паз вкладывается не самая большая катушка, как это было при вкладке нижних катушек, а самая малая.
Размеры вылетов лобовых частей выдерживаются также одинаковыми для каждой стороны. После укладки обмотка испытывается на витковое и на корпус.
|

