Ультра звуковая сварка пластмасс и металловУравнение связи основных энергетических величин
И РАЗРАБОТКА КРИТЕРИЕВ ПОДОБИЯ ПРИ РАСЧЕТЕ ОСНОВНЫХ ПАРАМЕТРОВ РЕЖИМА СВАРКИ


 — колебательные скорости и мощности в зоне сварки. — колебательные скорости и мощности в зоне сварки.
Существование подобия между рассматриваемыми системами и налагает на уравнение (3.14) следующие условия:

 — константы подобия. — константы подобия.
Тогда получаем

Уравнения (3.15) и (3.16) совместимы только при условии, если

 не могут выбираться произвольно. График зависимости констант колебаний при некоторых заданных значениях, например не могут выбираться произвольно. График зависимости констант колебаний при некоторых заданных значениях, например
 приведен на рис. 3.12. Анализ этих приведен на рис. 3.12. Анализ этих
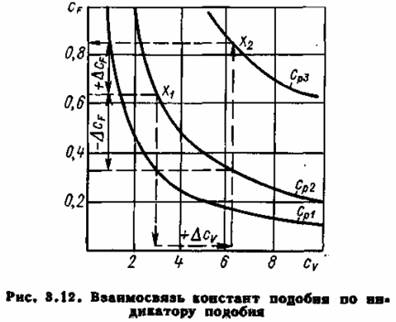 зависимостей показывает следующее. Например, имеем точку х , которая характеризуется константами подобия зависимостей показывает следующее. Например, имеем точку х , которая характеризуется константами подобия
 до уровня 0,35. Отсюда следует, что должны быть заданы две константы подобия. Третья может быть определена из равенства (3.17). Учитывая уравнения (3.15) и (3.16), получаем до уровня 0,35. Отсюда следует, что должны быть заданы две константы подобия. Третья может быть определена из равенства (3.17). Учитывая уравнения (3.15) и (3.16), получаем

 одинаков для подобных систем и является критерием их подобия — К: одинаков для подобных систем и является критерием их подобия — К:

Вместе с тем уравнение (3.19), хотя и является безусловным, но применительно к процессу УЗС является неполным.
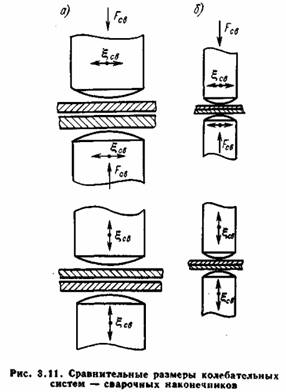
Из трех констант подобия (при условии, что одну из них мы должны найти) две другие не могут быть произвольно заданными. Их приближенные значения должны выбираться, исходя из изложенных выше соображений, существующих представлений о механизме образования сварных соединений, особенностей свойств свариваемых материалов и колебательных систем. Например, установлено, что при сварке металлов необходимы удельные сварочные усилия на уровне предела их текучести. Сварочное усилие предопределяют колебательные напряжения, возникающие в зоне сварки. Комплекс конструктивно-технологических особенностей УЗС накладывает ограничения на диапазон возможных колебательных скоростей.
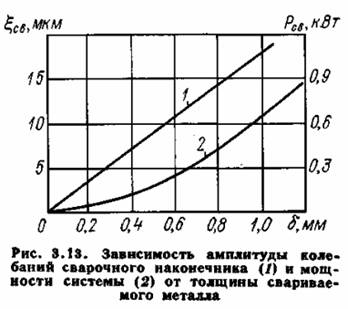
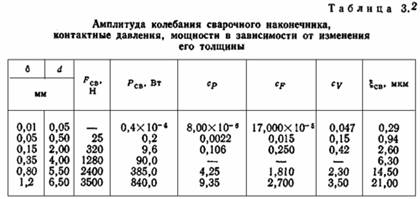
С учетом изложенных соображений покажем возможность правильной оценки важнейших параметров процесса сварки. С этой целью необходимо использовать надежные результаты экспериментальных работ. Определим уравнение амплитуды колебаний сварочного наконечника в зависимости от толщины свариваемых материалов, например меди в пределах 0,01—1,0 мм. В эксперименте сваривалась медь толщиной 0,35—0,35 мм. Сварочное усилие 115 Н. Площадь непосредственного контактирования сварочного наконечника с деталью составляла 12,6 мм2, объем интенсивного поглощения ультразвука 9 мм3. Мощность, выделяющаяся в единице объема, 10 Вт/мм8. Колебательная скорость 0,87 м/с. Процесс сварки — устойчивый. Прочность
сварных соединений равна 0,8 от прочности основного металла. Разброс прочности не более 10 %.
 для данной системы к — 0,18. для данной системы к — 0,18.
 в зависимости от толщины свариваемого материала (меди) показаны на рис. 3.13. Аналогичным образом, опираясь на достаточно надежный эксперимент, можно найти необходимые решения и для любых других материалов. в зависимости от толщины свариваемого материала (меди) показаны на рис. 3.13. Аналогичным образом, опираясь на достаточно надежный эксперимент, можно найти необходимые решения и для любых других материалов.
Из изложенного следует, что при разработке технологии предварительная оценка этих величин является, безусловно, необходимой.
|

