Ультра звуковая сварка пластмасс и металловАлгоритм расчета основных технологических параметров режима сварки
Алгоритм расчета основных технологических параметров ре жима сварки складывается из следующих основных моментов
предварительной оценки возможностей получения сварного соединения;
оценки энергетических затрат при сварке;
расчета параметров режима сварки и энергетических возможностей источника ультразвука;
проверки результатов расчета экспериментальными методами;
выдачи рекомендаций на использование полученных режимов сварки.
К предварительной оценке возможностей получения сварного соединения ультразвуком нужно отнести конкретное сочетание материалов, их толщину, состояние свариваемых поверхностей, специфику конструктивных форм. Все рассматривается с точки зрения возможности практической реализации метода УЗС и целесообразности его использования по сравнению с другими методами сварки.
Очевидные позитивные заключения в настоящее время можно уверенно дать в достаточно большом диапазоне толщин и свойств свариваемых материалов. В крайнем случае (если отсутствует достаточная информация о свойствах свариваемого материала, толщинах и свойствах оксидных пленок и т. п.) целесообразно прибегнуть к предварительному эксперименту по сварке на широкодиапазонном лабораторном стенде.
Оценка потенциальных энергетических затрат при УЗС ведется исходя из основных свойств свариваемого материала: тепло-физических, акустических, механических и предполагаемого объема интенсивного воздействия ультразвуковых колебаний. Уровень энергии, необходимой для образования сварного соединения при УЗС, приближенно можно установить из приведенных выше соотношений, т. е. в расчет принимается действующий объем интенсивного ультразвука, объемная теплоемкость свариваемого материала.
В принципе, образование сварного соединения материалов, обладающих ювенильно чистыми поверхностями, идет вне зависимости от абсолютных величин колебательных смещений и напряжений, циркулирующих в зоне сварки. Это подтверждается опытами по УЗС металлов и пластмасс направленными колебаниями ультразвука. Важна энергия, необходимая для образования сварного соединения. При заданном времени основными составляющими энергии являются колебательные скорости и напряжения в зоне сварки.
Как уже нами установлено, эквивалентные колебательные напряжения, возникающие в зоне сварки, целесообразно связать со сварочным усилием посредством коэффициента к. Предел текучести свариваемого материала (особенно с учетом температур, действующих в зоне сварки) в этом отношении является фундаментальной величиной. В сочетании с площадью ввода энергии ультразвука и колебательными скоростями он определяет важнейшую энергетическую составляющую процесса выделения энергии. Попутно надо отметить, что резкое снижение предела текучести
свариваемого материала при повышении температуры является серьезным ограничением верхнего предела колебательных напряжений в зоне сварки (полимеры). Колебательная скорость материала в зоне сварки при заданной номинальной мощности является следствием выбора допустимых колебательных напряжений. Наличие поверхностных пленок на свариваемых материалах вызывает необходимость увеличения колебательных смещений в зоне сварки. Возникает реальная необходимость перераспределения энергетических составляющих процесса.
Непосредственным источником колебаний является сварочный наконечник колебательной системы.
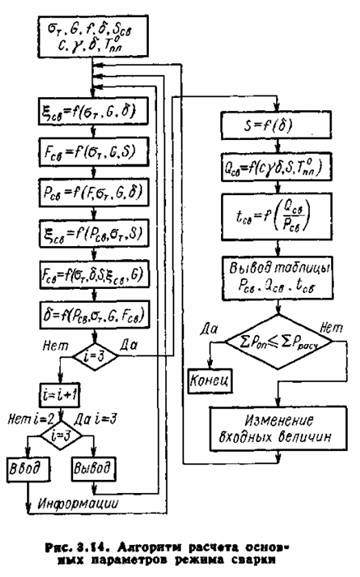
Напишем алгоритм расчета основных технологических параметров режима сварки — амплитуды колебаний сварочного наконечника, сварочного усилия и времени сварки, исходя из свойств свариваемых материалов и полученных нами функциональных соотношений (рис. 3.14).
 свариваемых материалов. свариваемых материалов.
 — объем интенсивного тепловыделения. — объем интенсивного тепловыделения.

Учитывая толщину свариваемого материала и площадь ввода энергии, рассчитываем мощность, которую необходимо ввести в зону сварки,

 исходя из исходя из



 по решению п. 6 по решению п. 6

Время сварки получаем из сравнения энергии, необходимой для образования сварного соединения, и мощности:

 проверяются проверяются
 не учтена не учтена
поправка на состояние поверхности свариваемых материалов.)
По предложенному алгоритму были проведены расчеты на ЭВМ основных технологических параметров режима сварки для ряда материалов и сварочных систем, которые практически использованы. Алгоритм расчета основных параметров режима сварки полимеров может быть составлен аналогичным образом.
|

