Ультра звуковая сварка пластмасс и металловТехнологическое оборудование для узс пластмасс и металлов
КЛАССИФИКАЦИЯ ПРИНЦИПИАЛЬНЫХ КИНЕМАТИЧЕСКИХ СХЕМ СВАРОЧНЫХ МАШИН И ОСНОВНЫЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
В настоящее время УЗС представляет собой область сварочной техники с хорошо выраженной тенденцией на серьезное развитие.
Анализ литературы, патентов и систематизация этих материалов позволили нам разработать группу признаков и классифицировать практически большую часть разработок. Классификация сварочного оборудования приведена в табл. 5.1. Структурная схема типового комплекта технологического оборудования для сварки пластмасс и металлов дана на рис. 5.1.
Из таблицы видно, что оборудование для УЗС находится на весьма высоком техническом уровне. Например, источники питания делаются с учетом последних достижений электронной техники. Широко используются ИС, тиристоры. Известны разработки


с использованием твердых тел. Развита автоматизация сварочных процессов. Весьма большой диапазон универсальных машин. Разработано много машин специального назначения на базе типовых, унифицированных узлов — колебательных систем, приводов давления, систем управления, источников питания.
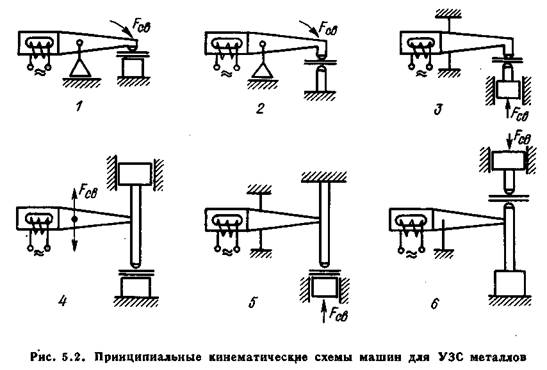
Вместе с тем для оборудования УЗС характерно достаточно ограниченное число компоновочных схем. Большинство машин укладывается в схемы, которые приведены на рис. 5.2.
Применение машин для сварки металлов с продольной системой (рис. 5.2, поз. 1) целесообразно в ряде случаев. Например, нами разработан полуавтомат типа МТУ-0,63 для сварки алюминиевых вкладышей при изготовлении новой серии предохранителей [20]. Использование такой схемы позволило создать минимально возможные габаритные размеры сварочного устройства. Укажем на то обстоятельство, что такие системы имеют крайне ограниченную зону доступа к сварочному наконечнику. Любой выступ, отбортовка на свариваемой детали по линии волновода исключают использование такой системы. Более широкие технологические возможности имеют машины, использующие резонансные стержни, работающие в режиме изгибных колебаний (рис. 5.2, поз. 2, 5, 4, 5, 6),
Машины для ультразвуковой сварки в зависимости от принятой кинематической схемы расположения механической колебательной системы относительно привода давления можно разделить на следующие основные две группы:
машины, в которых механическая колебательная система использована в качестве исполнительного элемента привода давления (рис. 5.2, поз. /, 2, 4);
машины, в которых механическая колебательная система закреплена неподвижно и используется в качестве упорного или опорного элемента (рис. 5.2, поз. 3, 5, 6). Эти признаки в значительной степени определяют конструктивно-технологические достоинства и недостатки сварочной машины.
Машины первого типа весьма распространены. В таких машинах вся колебательная система, т. е. преобразователь, концентратор, стержень, совершает поступательное движение вниз—вверх или, наоборот, относительно оси для осуществления единичного цикла сварки. Известно несколько вариантов таких кинематических схем. Такие кинематические схемы имеют недостатки. Это — необходимость подъема и опускания значительной массы колебательной системы и собственно привода давления. При увеличении мощности колебательной системы это ограничивает потенциальные возможности производительности машины. Угол наклона продольной оси концентратора зависит от расположения оси вращения системы, поскольку крепление колебательной системы к приводу давления можно осуществить лишь посредством диафрагмы, расположенной в нулевой плоскости концентратора, — надежность работы такой системы снижается. Для обеспечения горизонтального положения концентратора, что весьма важно при сварке, необходимо регулировать положение опоры при изменении суммарной толщины свариваемых металлов и т. п. Вместе с тем такие кинематические схемы в силу конструктивно-технологической необходимости наибольшее развитие получили в машинах для ультразвуковой микросварки.
Вполне очевидны преимущества машины при закреплении акустического узла: простота конструкции, большая надежность в работе, так как исключено радиальное или поступательное движение колебательной системы и т. п. Однако такое расположение системы относительно первичной опоры (рис. 5.2, поз. 3) дает машине и существенный недостаток: детали не могут занять строго фиксированного положения перед сваркой, так как при движении опоры будут перемещаться. В этом случае их надо предварительно прижимать к сварочному наконечнику, ибо в противном случае они будут перемещаться вместе с поршнем вверх. По существу, при использовании такой кинематической схемы прецизионная сварка мелких деталей затруднена. Использование опоры в виде массивной наковальни в ряде случаев также нерационально. Анализ патентной и технической литературы, изучение особенностей оборудования и опытное макетирование позволили установить, что в конструктивном отношении они должны удовлетворять следующим основным требованиям:
иметь возможно большую зону доступа к сварочному наконечнику;
достаточную жесткость конструкции, исключающей смещения и перекосы сварочного наконечника относительно свариваемых деталей;
малую инерционность исполнительного элемента привода давления свариваемых деталей;
возможность быстрой замены отдельных узлов машины, например акустического узла; доступность их при ремонте и эксплуатации.
Кинематическая схема, которая в значительной степени соответствует этим требованиям, заключается в следующем: колебательная система поставлена на жесткое основание корпуса машины, которое может быть вытянуто в виде консоли (рис. 5.2, поз. 6). Осевая сила сжатия передается упорным стержнем, расположенным над сварочным наконечником стержня. Массивный отражатель упорного стержня одновременно выполняет роль поршня привода давления. Такое расположение колебательной системы стало возможным только после проведения исследовательских работ по созданию эффективного упорного элемента в виде стержня.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Разработанная кинематическая схема по сравнению с известными обладает, как установлено, следующими преимуществами:
вследствие уменьшения подвижных масс получена возможность изготовлять сварочные машины с высокой производительностью. Некоторые образцы лабораторных машин позволили получить до 250 точек в минуту. С конструктивной точки зрения нет очевидных препятствий для дальнейшего повышения числа ходов поршня привода давления;
исключена необходимость сопряжения колебательной системы с приводом давления;
исключен нежелательный наклон осей концентратора и резонирующего стержня;
достигнута большая рабочая зона около сварочных наконечников;
обеспечено строго фиксированное положение деталей до начала и в момент сварки;
соответствующим выбором геометрии стержневого упора исключено разворачивание деталей относительно друг друга и сварочных наконечников;
колебательная система и привод давления имеют законченное конструктивное выполнение. Акустические системы могут быть выполнены в виде типовых унифицированных узлов;
предлагаемая кинематическая схема машины проста.
В сформулированных выше требованиях указано, что машина для ультразвуковой сварки должна обладать возможно большей зоной доступа к сварочному наконечнику. Ограниченный доступ к сварочному наконечнику является одним из недостатков, свойственных машинам для УЗС. Это связано с тем обстоятельством, что геометрические размеры элементов колебательной системы зависят от ее частоты. Изменение размеров сварочных электродов, как это производится, например, в машинах для контактной сварки, в зависимости от потребностей производства, как правило, исключено
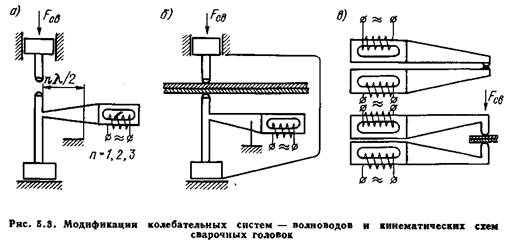
Например, длина профильного волновода, определяющая вылет сварочного наконечника, может быть кратной Х/2 (рис. 5.3, а). Размеры резонирующего стержня, его форма также имеют существенные ограничения, имеющие принципиальный характер.
Возможна рационализация некоторых элементов колебательных систем с целью облегчения доступа к сварочным наконечникам. Это может быть достигнуто, например, применением разработанного так называемого асимметричного концентратора. Сущность этого заключается в следующем: ножевые концентраторы, применяемые для сварки, симметричны относительно своей продольной оси. Закон изменения площади поперечного сечения по его длине обусловлен, например, показательной функцией в зависимости от типа применяемого концентратора. По условиям ввода энергии в стержень точку ее ввода рационально разместить возможно ближе к сварочному наконечнику. Однако этим самым в силу симметричности концентратора существенно сокращается рабочая зона сварочного наконечника.
Экспериментально показана возможность применения асимметричных концентраторов, одна из образующих которого — плоскость, параллельная продольной оси концентратора (рис. 5.3, б). Такой концентратор позволяет существенно расширить технологические возможности сварочной машины. В любом случае зона доступа к сварочному наконечнику при использовании этого концентратора больше, чем при применении других известных типов концентраторов. Такой волновод позволяет проектировать сварочные машины с любым, практически необходимым горизонтальным вылетом этого узла от корпуса машины. Модификации кинематических схем сварочных головок с использованием асимметричных концентраторов приведены на рис. 5.3, б, в.
Недостатком стержней является малая рабочая зона непосредственно у сварочного наконечника. Особые трудности вызывает
приварка каких-либо проводников, выводов и других деталей к внутренним стенкам изделий при малом внутреннем диаметре последних. Использование для этой цели непосредственно торца концентратора продольной системы в ряде .случаев неприемлемо, так как она может дать эффект разворачивания деталей относительно сварочного наконечника. Возможно, что габаритные размеры сварочного наконечника больше внутреннего диаметра свариваемого изделия и т. д.
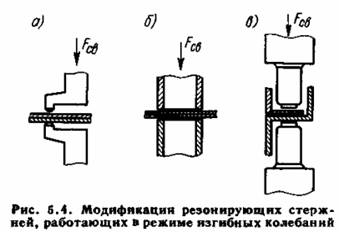
В ряде случаев применение продольно-поперечной системы со стержнем также не дает решения такой задачи. Решение таких задач может быть найдено при применении модификаций стержня колебательной системы (рис. 5.4).
Для сварки изделий в труднодоступных местах можно воспользоваться стержнем с Г-образным наконечником (рис. 5.4, а). Экспериментально установлена возможность применения выступа в пределах 1/4 длины волны в стержне. Смещение точки съема с оси стержня в этих пределах существенно увеличивает возможный диапазон форм свариваемых деталей.
Весьма важным обстоятельством, характеризующим возможности УЗС, является сварка по контуру как на машинах с продольной системой, так и на машинах с резонирующим стержнем. Такая сварка получена за счет выбора сварочных наконечников специальной формы, соответствующей заданной конструкции. Одним из недостатков такого приема является существенное изменение собственной частоты стержня в силу изменения его формы. Это затрудняет расчет его параметров.
Вместо стержня переменной формы можно использовать рабочий инструмент в виде однородной пустотелой трубки, работающей в режиме изгибных или крутильных колебаний (см. рис. 5.3, б). Оптимальные геометрические размеры трубки подбираются в зависимости от частоты, конструктивных соображений и мощности сварочных машин. Кромка сварочного наконечника по внутренней стороне срезана с расчетом получить рабочую дорожку шириной 0,5—1,5 мм. Решение остальных вопросов (выбор точки ввода энергии, конструкции отражателя, метода крепления и пр.) аналогично тем, которые получены при рассмотрении работы стержня. Сварка посредством таких трубок на практике дала хорошие результаты.
Для приварки деталей, например, к внутренней или наружной поверхности стакана целесообразно использовать составной стержень с переменным сечением (рис- 5.4, в). Целесообразность применения такого стержня вполне очевидна. Во-первых* сохраняется достаточно большое сечение опорной части резонирующего стержня, что обеспечивает его необходимую жесткость, и, во-вторых, увеличивается зона доступа к сварочному наконечнику.
С использованием асимметричных концентраторов и новой кинематической схемы разработана компоновка машины с двусторонним вводом колебаний.
Для расширения технологических возможностей УЗС, например, при сварке материалов с поверхностными пленками разработано унифицированное устройство, которое имеет рабочее звено с резонирующими стержнями, имеющими различные амплитуды колебания сварочных наконечников. Устройство поворачивается вокруг горизонтальной оси с числом фиксируемых положений в зависимости от числа стержней.
Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно.
Зарегистрироваться в сервисе
 исключено в принципе. исключено в принципе.
 Коммутация систем производится по выбранной схеме процесса сварки. Фазовое регулирование при одновременной работе систем обеспечивает достаточно большой диапазон изменения амплитуд-колебаний сварочных наконечников. Коммутация систем производится по выбранной схеме процесса сварки. Фазовое регулирование при одновременной работе систем обеспечивает достаточно большой диапазон изменения амплитуд-колебаний сварочных наконечников.
Для шовной УЗС металлов разработаны диски с пониженной жесткостью в виде круговых секторов, резонансных опорных роликов, устройств с системами тянущих и тормозных механизмов и т. п.
Таким образом, можно отметить, что разработанные и экспериментально проверенные конструктивные модификации элементов колебательных систем позволяют существенно увеличить технологические возможности, оборудования для УЗС металлов.
Анализ кинематических схем машин для УЗС пластмасс показал, что число принципиальных компоновок колебательных систем с опорой крайне ограниченно (рис. 5.5). Подавляющее большинство типов сварочных машин построено по схеме, показанной на рис. 5.5, поз. 1. При этом колебательная система поставлена нормально к плоскости свариваемых деталей, расположенных на плоской массивной опоре. Привод давления относительно свариваемых деталей может находиться как сверху, т. е.

со стороны колебательной системы, так и снизу. Колебательная система по вертикальной оси может изменять свое положение (показано стрелками).
Известны машины со стержневой опорой (рис. 5.5, поз. 2). Есть варианты с обратной компоновкой, т. е. с приводом сверху, при условии использования опорного (упорного) стержня с резонансными размерами, обеспечивающими более эффективную сварку. В качестве опорного элемента могут быть использованы ролики (рис. 5.5, поз. 3). Известны сварочные машины с двусторонним вводом колебаний (рис. 5.5, поз. 4).
Большая группа технологических процессов УЗС полимеров связана с использованием колебательных систем, расположенных наклонно относительно плоскости свариваемых материалов (мягкие полимеры, шовная сварка) — рис. 5.5, поз. 5. При этом возможно перемещение сварочной головки свариваемых деталей; не исключены комбинации их совместного движения.
Отдельную группу машин, как правило, специального назначения составляют многоточечные машины (многоголовочные ) (рис. 5.5, поз. 6). Общее число головок, в зависимости от назначения машины, может быть достаточно большим.
Известны машины с приводом давления, независимым от колебательной системы (рис. 5.5, поз. 7).
Экспериментально доказано, что сварку полимеров можно получить при использовании продольно-поперечных колебательных систем (см. рис. 5.2, поз. 4, 5, 6). При этом одним из основных условий образования сварочного соединения является достаточно большая амплитуда колебаний сварочного наконечника и возникновение при этом, очевидно* ее вертикальной составляющей. Как установлено, устройства для УЗС полимеров целесообразно проектировать с использованием составных резонирующих стержней.
Сварку полимеров можно получить также при использовании продольно-поперечных систем при условии трансформации продольной волны не в изгибную, а в продольную (фактически используем радиальные колебания диска или стержня относительно плоскости свариваемых деталей). Этот эффект отмечен при использовании стержней и дисков определенных размеров. В любом случае сварочные устройства с использованием продольно-поперечных систем волноводов позволяют создать новый класс оборудования для точечной и шовной УЗС полимеров.
Основные технические требования к оборудованию для УЗС таковы.
К источнику ультразвука.
Колебательная система должна иметь выходные характеристики, соответствующие техническому заданию в зависимости от назначения.
При ее проектировании должны быть учтены соображения об оптимальных амплитудах колебаний сварочного наконечника, сварочных усилиях и мощности. В частности, предусмотрены рациональные коэффициенты усиления волноводов, точки их сопряжения и нагрузочные характеристики систем (см. п. 3.2).
Сварочные наконечники (при сварке металлов) должны иметь износоустойчивые наплавки.
Сварочные наконечники, составные ступени резонирующих стержней или концентраторов должны иметь возможность быстрой замены. Возможна замена всей колебательной системы в целом как единого и унифицированного звена машины.
Должно быть обеспечено надежное жесткое крепление этого узла к корпусу машины.
Должно быть обеспечено высокое качество соединения всех элементов колебательной системы.
Рациональное охлаждение всех термически активных звеньев и прежде всего преобразователя и сварочного наконечника.
Опорные элементы должны соответствовать, своему назначению. Они могут быть выполнены в виде плоских плит, плит с нагревательными колонками, стержневых резонансных элементов или матриц, соответствующих форме изделия. В любом случае они должны исключать непроизвольное разворачивание свариваемых деталей в процессе сварки.
К механической части машины (корпус, система охлаждения, привод давления и т. д.).
Необходимо получить достаточную жесткость корпуса, исключающую непроизвольное смещение, перекосы сварочного наконечника относительно свариваемых деталей.
Привод давления должен иметь малую инерционность и обеспечивать опускание сварочного наконечника.
Конструкция рабочего стола должна позволять производить совмещение и закрепление свариваемых изделий с необходимой точностью.
К машинам для УЗС в полной мере относятся и общие требования: максимальный КПД, минимальные габаритные раз меры и масса; простота при наладке и эксплуатации; надежность в работе; высокая производительность; патентная чистота; соответствие требованиям эргономики и эстетики. Немаловажным обстоятельством является стоимость оборудования.
|

