Ультра звуковая сварка пластмасс и металловПереносные установки для УЗС пленок
Установка РУСУ-28 предназначена для ручной непрерывной сварки пленок ПЭТФ, ПП, ПК-4, ЛП-1 толщиной 20—100 мкм. Может использоваться для точечной сварки. Создание установки РУСУ-28 значительно расширило технологические возможности ультразвуковой сварки: позволило проводить сварку в монтажных условиях, получать швы любой протяженности и конфигурации.
Установка . РУСУ-28 состоит из соединенных между собой посредством гибкого кабеля сварочного пистолета и генератора. Сварочный пистолет представляет собой ферритовый преобразователь марки Ф-21, помещенный в специальный кожух с рукояткой, с помощью которой пистолет держат в руке и перемещают по материалу, пользуясь линейкой и шаблоном. Усилие прижима инструмента создается вручную и массой сварочного пистолета. Волновод сменный, с клинообразной заточкой- Масса сварочного пистолета 1,5 кг. Пистолет компактен, питается от генератора мощностью 70 Вт; частота 28 кГц. Охлаждение преобразователя — воздушное. Схема генератора РУСУ-28 обеспечивает автоматическую подстройку частоты и регулировку мощности, что позволяет сохранять постоянную амплитуду колебаний инструмента при различных его нагружениях в процессе сварки.
Установки РУСУ-50 и РУСУ-50М предназначены для ручной непрерывной сварки тонких ПЭТФ пленок толщиной менее 40 мкм при изготовлении из них крупногабаритных изделий со сложной конфигурацией швов, а также при сборке изделий с высокими требованиями в отношении их геометрии.
Сварочный пистолет, изготовленный из феррита марки Ф-21, питается от генератора, который позволяет стабильно поддерживать работу преобразователя на резонансной частоте и сохранять постоянство амплитуды колебаний инструмента при условии малых изменений прикладываемой к нему нагрузки. Мощность преобразователя 30 Вт. Рабочая частота около 50 кГц. Масса пистолета 0,4 кг.
Установка РУСУ-50-3 отличается от РУСУ-50 повышенной выходной мощностью и более стабильной и надежной схемой питающего генератора. Установки оснащены износостойкими инструментами из Д-16 со сменными рабочими насадками из титана с клинообразной заточкой. Генератор имеет широкий диапазон настройки, необходимый при наладке установки после смены инструмента.
Одна из последних разработок — ультразвуковая сварочная установка типа РУСУ-44-250; предназначена для точечной сварки деталей из термопластов, запрессовки крепежной арматуры в изделиях из полимеров, развальцовки пластмассовых заклепок и отверждения клеев на основе эпоксидной смолы.
Установка состоит из сварочного пистолета и питающего генератора. В пистолете скомпонована акустическая система, контактная группа для включения и выключения ультразвука. Акустическая система имеет сменные инструменты из титановых сплавов ножевого и цилиндрического типов. Площадь контактирующих площадок у ножевого концентратора 30X6 мм, у цилиндрического — диаметр 12 мм. Генератор выполнен на транзисторах. Рабочая частота установки — 44 кГц. Мощность — 250 Вт.
Установка УРСК-7Н предназначена для проведения хирургических операций в клинических условиях, для ультразвуковой сварки, восстановления и резки биологических тканей человека. Установка разработана в МВТУ им. Н. Э. Баумана и серийно
выпускается на Ульяновском приборостроительном заводе. Она состоит из генератора УЗУ-1-0,25-0, трех акустических узлов, герметичного контейнера для их хранения и стерилизации.
В комплект установки входит пять типовых размеров инстру -. ментов-волноводов . Волноводы изготовлены из титановых сплавов. Для настройки различных волноводов-инструментов на определенную частоту в генераторе предусмотрена автоматическая подстройка частоты. Для этих целей был введен индикатор резонанса, с помощью которого существенно облегчилось управление установкой. Мощность преобразователя 90 Вт, частота 26,5 кГц, материал — никель. Диаметр корпуса сварочного узла 52 мм, длина без волновода 160 мм, масса 420 г.
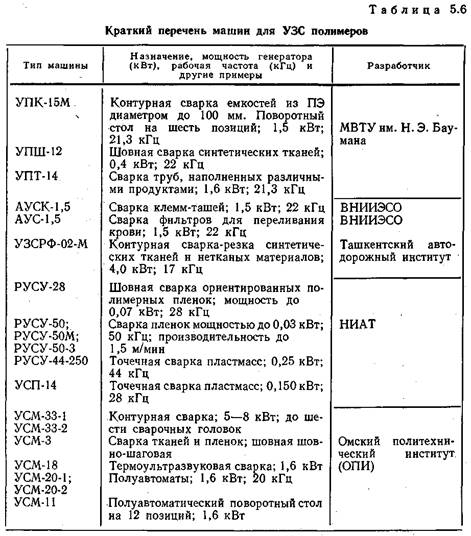
В настоящее время известно достаточно большое число специальных машин (табл. 5.6), например типа УПК-15М1 —для сварки по контуру; типа УПУ-1 — для изготовления петель; полуавтомата типа УПШ-12 — для сварки тканей, типа УПШ-19 — для шовной сварки дублируемых пленочных материалов и т. п. Комплект технологического оборудования этих машин один. Машины отличаются назначением и необходимыми устройствами для выполнения технологических процессов. Приведем в качестве примера описание машин, разработанных рационализаторами Сосновского производственного объединения пластмасс инж . В. С. Толстопятом и Ю. А. Бондаревым на базе сварочных машин типа МТУ-0,4-ЗУЧ и МТУ-1.5-ЗУЧ.
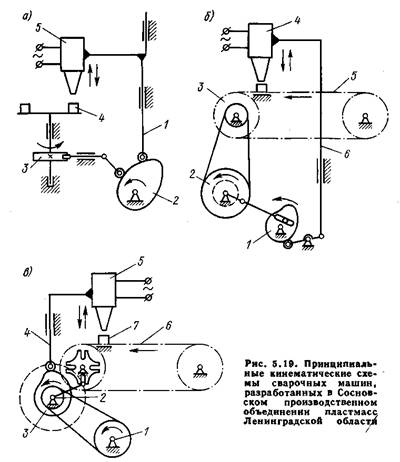
Полуавтомат для УЗ сварки шариков из полистирола (рис. 5.19, а). Он состоит из УЗ системы для сварки, механического привода сварочного усилия и поворота карусели. Принцип работы: кулачок 2 приводится в движение от электродвигателя через редуктор. По мере поворота кулачка толкатель 1 поднимает и опускает сварочную головку 5. Одновременно с этим храповой механизм 3, связанный рычажной системой с кулачком 2, обеспечивает поворот карусели, на которой расположены матрицы 4 со свариваемыми изделиями, на заданный угол. Кулачковый и храповой механизмы рассчитаны так, чтобы в момент подхода изделия в рабочую зону обеспечивался необходимый нажим сварочной головки и происходила сварка.
На данном полуавтомате изготавливается порядка 5,5 млн. изделий в год трех модификаций.
Полуавтомат для сварки шариков из полистирола (рис. 5.19, б). Он состоит из УЗ системы для сварки изделий и механического привода сварочного усилия акустической головки.
Во время работы кулачок 1 получает вращение от электродвигателя через редуктор. Через рычажную систему кулачок передает движение валу, на котором закреплены храповое колесо и шкив ременной передачи 2. Ременная передача передает прерывистое вращение звездочке 5, которая, в свою очередь, приводит в движение цепной транспортер 5 с закрепленными на нем матрицами. Одновременно с этим кулачок через рычажную систему 6 осуществляет Подъем и опускание сварочной головки 4. Расчет кулачка храпового и ременного механизмов обеспечивает согласование движения транспортера и процесса сварки изделий. Производительность полуавтомата 1800 шт./ч.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Сварочный полуавтомат с мальтийским крестом (рис. 5.19, в). Он состоит из сварочной головки и механического привода сварочного усилия. Предназначен для сварки различных деталей из полистирола. Принцип работы: шкив 1 получает вращение от электродвигателя через редуктор. Через ременную передачу вращение получает вал 2, на котором, закреплены два кулачка 3 для подъема и опускания сварочной головки 5 через рычажную систему 4. На этом же валу закреплен привод мальтийского
механизма. Механизм мальтийского креста обеспечивает прерывистое вращение вала, на котором крепится звездочка цепного транспортера 6 с закрепленными на нем матрицами 7. Все движения механизмов согласованы с процессом сварки. Производительность полуавтомата до 1350 шт./ч.
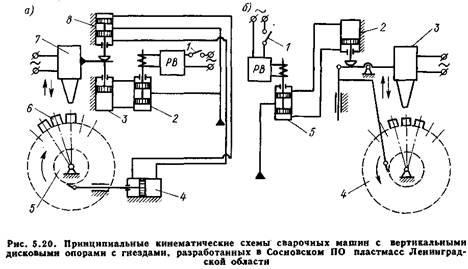
Вертикально-дисковый сварочный полуавтомат (рис. 5.20, а). Полуавтомат предназначен для механизации работ по свариванию пустотелых шаров из полистирола. Производительность полуавтомата 3600 шт./ч. Состоит из сварочной головки и пневмомеханического привода. Принцип работы: при включении кнопки пуск 1 срабатывает реле времени РВ, которое выдает команду на распределитель 2, который управляет цилиндром 3 подъема сварочной головки 7. Цилиндр 8 в соответствии с циклом работы полуавтомата включает и выключает цилиндр 4, который осуществляет поворот на заданный угол диска с закрепленными матрицами 6 через храповое колесо 5. Время, необходимое для сварки, может регулироваться с помощью реле времени РВ.
Экономический эффект от внедрения этого полуавтомата на Сосновском заводе пластмассовых игрушек составил 9080 руб./год.
Полуавтомат для УЗ сварки шаров из полистирола (рис. 5.20,б). Полуавтомат состоит из УЗ сварочной головки и пневмомеханического привода. Принцип действия: после нажатия на кнопку 1 срабатывает реле времени РВ, которое включает распределитель 5. Последний, в свою очередь, управляет работой цилиндра 2 подъема сварочной головки 3. Одновременно с опусканием сварочной головки происходит поворот диска 4 с матрицами посредством храпового механизма, закрепленного на валу диска 4. Использование такого полуавтомата позволяет сваривать до 2,6 млн. изделий в год.
|

